
 Das ist ein Test
Das ist ein Test



While there are a large number of written documents on nickel as a coating, there are very few dealing with nickel electroforming. This technology is an important consumer of nickel – about 5,000 tons per year worldwide – used to manufacture a wide range of articles (it is a manufacturing process, not a coating process). It is indeed the ONLY process that can produce certain very important products that are very often used in society. Most people are not aware of the process and its importance. It is a process that is indispensable for the production of compact audio discs and digital visual discs. Since the annual production of these items is estimated at about 4.000,000,000, you can see how important it is for our lifestyle today. Another very large application is the mass production of holograms.
Electrolytic Nickel Electroplating
Electrolytic nickel plating is by no means a new technology. A process was first described, as long ago as 1837, by a British researcher – Golding Bird – in the Philosophical Transactions of the Royal Society of London. Following the publication of Bird’s results another British worker – J. Shore – was granted UK Patent 8407 in 1840 for work carried out in nickel nitrate solutions.
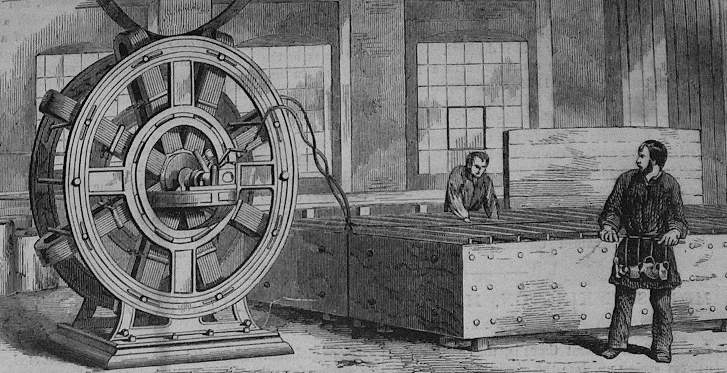
Considerable activity followed in this field in Britain, France and Germany during the period 1855 to 1878 and no fewer than four patents were granted in the U.S.A. The process had by the latter half of the 19th century become established on a full industrial scale, even if the equipment used by the Elkington company in Birmingham, England might seem a little strange to 21st century eyes.
During the last 170 years, across the whole of the world, nickel electroplating has become one of the most widely used coating processes. However, as many people in the industry will be aware, the biggest use of nickel electrodeposition is for a sustainable protective coating with a unique decorative finish. Unfortunately this process has become almost universally known by the technically incorrect name, ‘Chrome Plating’, because chromium metal is used as the top-coat. The overall deposit however, normally consists of 99% nickel. Once a commonly used term is given to an object or process it may be incorrect but it cannot be changed. So forever, ball point pens will be known as ‘Biros’ after the inventor and all makes of vacuum cleaners are generally called (at least in the UK) ‘Hoovers’.

The Jaguar ‘S’ Type vehicle depicted was 15 years old when the photograph was taken and had travelled 184,000 Km. The radiator grille, situated in the most vulnerable position on the vehicle, was unmarked – a tribute to the excellence of the coating system

However, nickel plating without a chromium top-coat was used extensively in the automotive industry until chromium plating was invented around 1925. There are still many elegant examples of the use of nickel-only coatings, on road worthy vehicles maintained by enthusiasts
Nickel electroforming
Nickel electroforming was developed in the mid- 19th century virtually at the same time as nickel plating. There are still examples of decorative tableware manufactured by electroforming, at that time, by the Elkington company at the factory in Newhall Street, Birmingham, England. The intricacy of the work they produced is remarkable.



When used in combination with a very thin top-coat of chromium, nickel electroplating provides the basis for the most lustrous of all finishes providing a uniquely beautiful appearance. That, combined with high resistance to corrosion and durability even in highly aggressive environments, ensures that the finish maintains its popularity in very many varied applications
In terms of the critical difference between depositing nickel coatings and electroforming in nickel there are three major factors to be taken into account.
- Electroformed nickel deposits are, in general,
much thicker than those deposited in commercial
coating operations. Even for use in the most aggressive
of corrosive environments the thickness
of nickel used in coatings is rarely more than
40 μm. - With the nickel coating process it is absolutely vital
that the adhesion between the electrodeposit and the
substrate is as nearly perfect as possible. With electroforming
however, it is essential that there is as
little adhesion as possible in order that the finished
electroform can be separated from the mandrel. - Because of this separation requirement it is necessary
that the electroformed nickel deposit has as
low an internal stress as possible so that distortion
of the final product is avoided. With nickel coatings
some level of deposit stress can be tolerated
as long as the deposit adhesion is good.
The solution is heated by a closely controlled electrical system together with a solution filtration system that also provides agitation. Direct current to the electrodes is supplied and controlled by a conventional rectifier unit working on either single or three phase alternating current supply.
The solutions used are generally very similar to those used for nickel coating processes closely resembling the Watts type formulation containing boric acid and generally a small amount of nickel chloride. However the major exception is that for many applications nickel sulphamate-based solutions, rather than sulphate-based ones, are used because they provide deposits with lower internal stress.
Applications of nickel electroforming
For a process that has been available for 170 years it might seem strange that nickel electroforming is not immediately recognised in the way that nickel electroplating is. The answer is quite logical: very few of the products of electroforming are on display to engineers, scientists or the general public in the way that nickel electroplated articles are. However, many of the products that are manufactured where nickel electroforming is an essential part of the production process, are extremely familiar to a very large number of people. By far the most familiar are devices used for recording sound and also for recording complex visual images.
Recording sound and visual images
The ability to record and reproduce sound – and in particular music – is something that is taken for granted by 21st century society. It is worth remembering that the enabling technology for making sound recordings did not exist 120 years ago.

A schematic depiction of the production of a nickel electroform of simple shape is shown above with the illustration demonstrating how the electroform is extracted from the mandrel

For many years the recording process was carried out using mechanical techniques that involved cutting a groove into the surface of metallic cylinders. The topography of the groove was determined by the sound input. The data on the cylinders was played-back using a device called a ‘phonograph’ in which a needle followed the groove on the cylinder enabling the sound to be reproduced using mechanical loud-speakers.

Nickel electroforming can be carried out in similar equipment to that used to produce nickel coatings. The example shown consists of a rectangular container with titanium mesh anode cages on one side. These are filled with nickel pieces and the whole assembly enclosed with anode bags. A single cathode rail sits the opposite side of the tank
Early in the 20th century these cylindrical rollers were replaced by a flat disc. The original information was again reproduced mechanically as a three dimensional groove, or track, cut into a relatively soft organic film, such as lacquer, supported on a flat, rigid substrate. The problem that had to be solved, however, was how the information in the soft lacquer film could be made into a hard mold that could be used to manufacture multiple copies of the recorded information, cheaply. The answer was to reproduce the characteristics of the groove by nickel electroforming.
The process is a multistage one, the first stage being the production of the information groove, or track, on a lacquer surface.

In the second stage the lacquered surface, in order to make it electrically conductive, is covered with a very thin film of metal, normally silver, deposited by non-electrolytic techniques.

The ‘male’ reproduction of the ‘female’ origination can then be electrodeposited onto the silver surface. This is only possible because the unique advantage of the electroforming process reproduces the characteristics of the groove with absolute precision; no other process can achieve this level of accuracy.

The overall process then moves to stage three in which nickel is deposited onto the previously deposited ‘male’ image, in order to produce an equally precise ‘female’ form. To ensure that the nickel deposited at this stage does not adhere to the positive nickel ‘male’ image then the surface of the ‘male’ image must be passivated. This process is normally carried out by immersion in very dilute potassium dichromate solution.

In the fourth and final stage a further ‘male’ electroform is grown from the passivated surface of the ‘female’ image.
This is the tool that is used to manufacture the final product transferring the information accurately to the final p.v.c. disk.
This four stage process was devised because the actual molding tool is liable to be damaged during use. So if this procedure is followed it is only necessary to electroform a further copy of the molding tool from the last female image, rather than going back to the origination stage. The accuracy of the nickel electroforming process is such that the final product made from the molding tool produced by this four stage process has exactly the same dimensional and surface characteristics as the origination.
This basic principle of the manufacturing technology in which the information is conveyed to the recording surface by mechanical means remained in place for over 50 years. During this long period nickel electroforming continued to be the only technology that could provide the high quality of sound reproduction required.
Major improvements in sound quality were effected the first half of the 20th century when the industry moved from shellac discs rotating at 78 r.p.m. to compression molded p.v.c. discs that rotated at 33 r.p.m. In the early 1950s this enabled ‘microgroove’ p.v.c. discs to be manufactured where the capacity of the final product was increased from about 4 minutes per side to around 30 minutes per side.
In addition the advanced technology was responsible for the invention of ‘stereophonic’ sound tracks. The precision of the nickel electroforming stage of the process was found to be fully capable of coping with this level of increased accuracy. The illustration shows a magnified surface of a typical stereo recording produced on a 305mm (12 inch) p.v.c. disc.
A massive technology change, however, occurred during the 1980s when compact discs were developed.

Magnified surface of a typical stereo recording produced on a 305mm (12 inch) p.v.c. disc
The big difference with these discs is that the original information track is incorporated into a soft organic film by computer controlled laser technology rather than mechanical methods. This means that the origination is digital rather than analogue and fundamentally far more accurate.
The illustration below shows the surface of one of the earlier types of a compact disc produced in the late 1980s. It demonstrates clearly the surface depressions that carry the digital information.

At this stage of the development of the discs the depressions would typically be 0.2 μm deep by 0.4 μm wide by 1.6 μm long. The information is carried by variation in the depression length. A disc would typically have 30,000,000,000 depressions on its surface all of which must be the correct length, depth and width and in exactly the right position on the disc surface.
However impressive this level of reproductive accuracy may seem the industry has moved forward in the last 25 years to achieve even greater precision. This has required the whole of the production process to be refined to a remarkable degree in order to meet the demands of a very fast moving market.
These later developments have enabled the development of DVD and ‘Blu-ray’ (BD) discs with a phenomenally high information capacity.
The left hand illustration on the top of the next page shows a 36 μm2 image of the surface of a Blu-ray disc taken at very high magnification. Further advances have, however, been made to include even more information as can be seen in the right hand figure (top of the next page) which shows a similar 36 μm2 image.
Throughout all of these major refinements the nickel electroforming process has been found to be capable of development to cope with the ever increasing level of precision required and remains sole means by which the hard molds are made in the disc industry.
Production numbers
If the level of accuracy required for the reproduction of disc surfaces is remarkable, so is that related to production quantities.
Discs are injection moulded in polycarbonate resin from the final 290 μm thick nickel electroformed mould to a finished thickness of 1.2 mm. During 2010 the collective disc output in the European Union for all three types of disc was estimated at 4,300,000,000. Around 121 EU companies had optical disc replication facilities at that time.
Every one of these 4.3 billion discs will have been moulded in an electroformed nickel mould. There is still no alternative manufacturing technique that will give the level of precision that is vital to performance.
Manufacture of Holograms
The technology for producing holographic images has been known since 1947, when it was invented by Hungarian-British physicist Dennis Gabor (Hungarian name: Gábor Dénes), whilst working at the British Thomson Houston Laboratory in Rugby, England. He was awarded the Nobel Prize in Physics in 1971. In subsequent years, the development of laser technology enabled holographic originations to be produced which are capable of accurately recording three dimensional objects in apparently two dimensional images.


However, the process for creating a holographic origination requires highly specialised knowledge and very sophisticated and expensive equipment. These originations also suffer from the same disadvantage as the originations used in recording disc production. They are created in an organic, photosensitive film that is mechanically soft and therefore very fragile. Fortunately holographic images also share another characteristic with CD/DVD/BR originations in that they consist of very shallow three dimensional images. Consequently it is possible to produce hard copies of the soft origination surface by nickel electroforming, using techniques very similar to those used to make optical discs.
Additionally, dimensional accuracy required for hologram replication process is similar to that essential for disc production. Consequently, nickel electroforming is the only process that can be employed to reproduce the holographic image from a soft origination film into a hard usable format.
Individual electroformed replicas are referred to as ‘shims’ and, in order to mass produce holographic images economically, a number of ‘shims’ are normally fixed to the surface of a cylindrical metallic roller. When appropriate types of heated plastics film are passed over the rotating roller, the image is accurately transferred to the surface of the film. This imprinted image on the plastics film is subsequently aluminised to reveal a phenomenally accurate reproduction of the original holographic image. An excellent example of the precision achieved is provided by a security feature on a recently designed hologram.
The illustration on top of the next page shows a holographic image of a butterfly. Within one of the wings of the butterfly is a circle that is only 0.5 mm in diameter, almost invisible to the naked eye.
Within that 0.5 mm area is printed the map (next page) showing every country from Russia to Iceland and from northern Norway to Iran. Each of the capital cities located and named. This is a security feature that is virtually impossible to copy or forge.
Since the early 1980s the manufacture of holographic images has become an important industry. It has expanded rapidly into two quite distinct types of application, security systems and decorative imaging. As with optical disc production, nickel electroforming is not just the best method of production for the shims which are used to form the final images, nor is it the easiest or cheapest method. It is, quite simply, the only method that can be employed to achieve the extraordinarily high precision needed.

The most important commercial application for holograms is in security systems essential for many products that are a vital part of 21st century lifestyle. The other major use for decorative products depends on the visual and novelty value of images that can be created by holography, for example on wrapping paper. The overall size of the market for holographic security products is staggeringly high as the figures for 2007/8, demonstrate:

Nickel electroforming of Screen Printing Cylinders
Screen printing is a technique that has been used for over a thousand years to transfer decorative images to substrates, such as fabrics. In order to process economically the huge volumes of patterned materials required by modern society, it has been necessary to invent an innovative, novel and dedicated process for screen printing. The technology involves transferring coloured inks that provide decorative patterns to the substrate materials through perforated, metallic rotating printing cylinders as demonstrated below.

In order to facilitate the extreme complexity of the designs required the screens must be manufactured to an extremely high level of precision
In addition to the precision required it is also essential that whatever manufacturing route employed produces seamless cylinders. Welding flat perforated meshes would not produce satisfactory cylinders since they would not have the required resistance to fatigue cracking during printing.
Since electroforming is the only process applicable to the precision required likewise nickel metal is the only material suitable for this application. There is no other metal that can be electroformed that possesses the vital combination of properties required in the finished screens, such as mechanical strength, ductility and stiffness, as well as high resistance to fatigue and corrosion.
A typical cylinder consist of a long, thin-walled tube, typically 400mm in diameter and up to 4 metres in length. The cylinder wall thickness is about 100 μm and it is vital that this is very accurately controlled and consistent over their whole length and diameter of the cylinder. A typical example is shown on the top of the next page.
For the majority of applications, the patterns are produced by filling holes in the screens with a photosensitive resin which is selectively cured in order to block off some of the holes, whilst leaving others clear. The printing ink is fed from the inside of the screen to the outside, onto the substrate being printed, through the unblocked holes, thereby producing the desired pattern. A separate cylinder is required for each colour and the cylinders are fitted horizontally in the printing machine as shown. This particular technique optimises the economy of the process since the any particular pattern can be removed and replaced by another one using the same electroformed nickel screen.
In order to produce the required printing patterns, cylinders are manufactured with billions of tiny holes in their walls, ranging in size from 0.6 mm down to 0.08 mm in diameter. It is essential that the size and shape of the holes is reproduced precisely, and that they are in exactly the correct position to achieve the desired print pattern
The manufacture of screen printing cylinders has grown to become the largest single application of nickel electroforming in the world. It is estimated that over 2,000 tonnes of metal per annum are used in this industry in Europe alone.

In order to produce the required printing patterns, cylinders are manufactured with billions of tiny holes in their walls, ranging in size from 0.6 mm down to 0.08 mm in diameter. It is essential that the size and shape of the holes is reproduced precisely, and that they are in exactly the correct position to achieve the desired print pattern
The perforated cylinders are the essential production tool that enables over 10,000,000,000 m2 of useful and aesthetically pleasing products, principally fabrics, wallpaper and carpets to be printed each year. The process allows highly complex designs to be printed in multiple colours which yield extremely attractive life-enhancing products that can be manufactured in very large quantities and at a reasonable cost.
The fact that the process facilitates economic manufacture is socially very important, since it means that the final printed materials are not simply available to the wealthier members of society. Such products have come to be regarded as important products in very many 21st century societies.
Precision Engineering
Grinding technology
During the last three decades, the level of manufacturing precision demanded by leading edge industries, particularly automotive and aerospace, has risen remarkably. This is evident in a comparison of the performance, fuel economy, safety, reliability and expected life of a modern motor car, compared with one built in the 1970s. These improvements, taken together, have a huge positive environmental impact and are mostly the result of greater precision in the engineering processes used.
Grinding has been one of the most widely used metal working techniques for thousands of years, going back to the Bronze Age, when it was employed to sharpen tools and weapons. During the last century and the early years of this, grinding in the manufacturing industries has become an incredibly precise process. Precision levels have risen to the extent that a staggering accuracy of 0.002 μm is required for the most demanding applications.
If this is to be achieved then it is obvious that the grinding wheel used must be manufactured to a similar level of accuracy. These wheels, however, wear as they are used and therefore start to lose their accuracy of dimension and form. Since they are also very expensive to replace, methods of returning the grinding wheel to shape and size have been developed.
Because the wheels are made from extremely hard materials, the device used to re-create and maintain the profile of the wheel must be even harder. It must also be capable of being produced in matching complex shapes with exactly the same very high level of precision required of the grinding wheel. The devices are known as rotary diamond dressers and the required complexity of shape is illustrated below.

The diamonds are located on the surface of the device and held in position by nickel electroforming. This is the only process by which the phenomenal accuracy essential with the most accurate and complex dressers – known as reverse plated dressers – can be achieved
Surface Finish Standards
One of the many requirements of high precision engineering is to be able to quantify the surface finish of a machined part accurately and reproducibly. This property is considerably more difficult to measure than many others, such as dimensional tolerance, and requires specialised techniques and equipment.
Primary surface standards are extremely expensive to manufacture, in view of the accuracy required on their operating surfaces. Any accidental damage is disastrous rendering the standard unusable. Although a manufacturing facility will almost certainly have carefully preserved primary standards in the metrology laboratory, copies of this are normally required for regular use in the workplace where damage is most likely to occur.

Secondary standards must have exactly the same degree of surface precision as the primary standard, and must also be much cheaper to produce. As in the case optical discs and holograms nickel electroforming is the only technique that is capable of reproducing the required surface detail with absolute fidelity.
Thin nickel products
The manufacture of thin products is an application almost tailor-made for nickel electroforming, since it fully encompasses the advantages of both the process and the material.
Conventional metal forming techniques involve taking massive forms of the metal, such as ingots, and gradually reducing the thickness by mechanical working processes, such as forging and rolling. Production of very thin products by these processes invariably requires repetition of the various stages of working. Frequent reheating of the material between processing stages is almost always necessary with a consequential high energy requirement. Whilst this can reasonably be achieved with softer metals such as aluminium (household aluminium foil is typically 10μm to 25μm thick) it is much more difficult with tougher materials such as nickel.
Electroforming works in the opposite direction to conventional metal forming techniques. All thin products, including plain foil, perforated foil and foam are deposited gradually from the first layer of atoms formed on the mandrel surface until the required thickness is reached.
Plain Nickel Foil
This is manufactured by continuous electrolytic deposition onto a cylindrical rotating mandrel. The immediate advantage is that foils can be produced with a combination of thicknesses and widths that cannot be matched by conventional metal forming. Since electroforming allows the foil thickness to be very accurately controlled, it is technically possible to produce any required thickness from 4μm up to 100μm. One of the key advantages of electroforming is that the whole range of available thicknesses can be manufactured in widths up to 500mm.

Also, since the forming process is continuous rather than a batch one, the product can in theory be electroformed up to any length. However, for practical handling reasons the maximum length commercially available is 1,250 metres at 9μm
Current uses include alkaline battery mesh, bursting discs, heating elements and gaskets. Other applications are dependent upon the electrical and magnetic properties of nickel.
Electroformed perforated nickel foil
Thin nickel foil products can also be manufactured with hole patterns in place as in screen printing cylinders, described earlier.
The process by which the perforations are formed in nickel foils is in practice very sophisticated. The surface of the electrically conductive substrate onto which the electroforming takes place is coated with a non-conductive organic material such as a photoresist. A pattern is developed in the resist by exposing it to visible light or UV radiation, through an appropriately patterned mask. Selected areas of the resist are shielded from the radiation by the mask and remain unaffected. When the resist is subsequently developed, these areas are removed, leaving behind the electrically conductive surface of the mandrel material. Nickel is electrodeposited onto this conductive surface, forming a thin foil with holes where the developed resist film prevents deposition.

The precision as demonstrated by the illustration is phenomenally high, due to the accuracy of the resist technology, particularly when UV radiation is used. Perforations can effectively be any shape which can be achieved with the resist system, and they can be as small as 5μm. Further advantages compared to other perforation techniques include extremely precise edge definition and freedom from burrs
There is a wide range of applications for perforated nickel foil products, including sieves, inkjet nozzle plates, spray nozzle plates, electronic lead frames and foils for electric razors.
Nickel electroformed foam
Nickel electroformed foam is a relatively new product, developed especially to meet the needs of new technologies. It is an exceptionally pure material, mechanically strong and of very light weight. It has a typical density of 500 g/m2 for a 1.6 mm thick sheet with a pore size of 580 μm (for comparison 1 m2 of a 1.6 mm thick sheet of solid nickel would weigh around 14 kg). The foam can, in fact, be produced with pore sizes from 450 μm to 1200 μm.
The nickel foam is not brittle and can readily be cut to size and formed to shape – although with some limitations.
Other electroformed products
The products selected for a detailed description above are the ones which provide the major part of the nickel electroforming industry. They are also those which demonstrate best the remarkable precision that can be achieved by electroforming.
Electroformed moulds and dies
Electroforming has been used as a method of manufacturing moulds and dies for many years. It has not however had the impact on this industry that might have been expected given the inherent precision of the process. This is probably due to the remarkably fast development of other mould making techniques such as CNC machining.

Electroforming was, for many years a well-established method of making moulds for the production of soles for shoes. It has now been largely superseded by alternatives

The two experimental moulds shown were electroformed in nickel 12% cobalt alloy and used respectively for glass moulding and zinc alloy die casting. Although they performed successfully they were less economic than the alternative technologies that became available
Size Limitations
Questions regarding the size limitation of electroformed products are best answered by two extreme illustrations.
How small can you make an electroform?
The answer is obviously as big as a two storey building. The mould shown was made for the production of G.R.P. wing components. Electroforming is a suitable way of making moulds for low pressure moulding production.


Elegant artwork
There are very few publications available that deal with electroforming and most of them were written 40 years ago. Generally they feature elegant products such as the coffee pot shown below.


This type of product has not however been commercially successful since electroforming is an inherently expensive way of making three dimensional objects. The electroformed jug shown was a one-off special made in the 1970s for the University of Cambridge Engineering Department. The mandrel was made of aluminium produced by what was then a novel technique, computer controlled machining.
The electroforming process was carried out in the Research and Development Laboratories of what was, at that time, the International Nickel Limited, in Birmingham, UK.
The scope of the nickel electroforming industry
Not all products that are manufactured by nickel electroforming are included in this paper. The ones selected are those where the commercial importance is currently the greatest. In addition they are those which ultimately allow the manufacture of commonly recognised end products such as compact discs. This may come as a surprise, not just members of the general public, but also engineers, metallurgists, chemists as well as many other types of scientists and technologists are unaware that the electroforming process is so vital for these markets.
Fundamentally electroforming is a technology of exquisite simplicity – merely ensuring that nickel ions end up where they are supposed to and manage to find two readily available electrons to turn them into nickel metal. In practice of course it is anything but simple.
However, it is amazing that a process first discovered almost 180 years ago should have been capable of refinement to the extent that it has. Its commercial importance has increased in line with increasing technological complexity of so many of the production processes used in industry.
What developments electroforming might encompass in the next 180 years I leave to those younger than I am to speculate.
Acknowledgements
The man who inspired my enthusiasm for electroforming was my personal friend and former colleague Dr. Alec Watson, I owe him a great debt. I also owe my thanks to another personal friend and colleague Dr. Peter Crouch who provided commercial information included in this report.