
 and SEM morphology (c); electroless Cu deposited on alkaline etched DL260: visual appearance (b) and SEM morphology (d)")
, untreated SR349 (b), DL260 treated for 10 min (c), SR349 treated for 10 min (d), DL260 treated for 30 min (e) and SR349 treated for 30 min (f)")
In the present paper, the influence of different wet pretreatment routes on the final quality of electroless layers plated on stereolithography resins is investigated. Two pretreatment methods, acidic and alkaline, are employed. Acidic etching is unable to provide acceptable results in terms of surface quality. On the contrary, alkaline etching guarantees a bright copper surface coupled with a level of adhesion high enough to pass a standard peel test. ATR FT-IR is employed to investigate the chemical reactions occurring on the resins during the pretreatment, evidencing a major role of the ester hydrolysis process on the depolymerization of the material and on the formation of new functional groups on the surface. Resin hydrolysis is linked with increase in surface roughness and wettability, parameters that strongly determine final metal adhesion. The combination of ATR FT-IT, contact angle and roughness measurement constitutes a possible combined methodology to follow the evolution of surface pretreatment on different stereolithography resins.
1 Introduction
Additive manufacturing (AM) is one of the most attractive topics in current applied research. This family of techniques, colloquially called 3D printing, constitutes one of the fundamental pillars of the so-called industry 4.01–3. In AM, parts are produced by sequentially superimposing layers of material in a controlled way starting from a tridimensional model4. Since the material is added and not removed, like in subtractive manufacturing (SM), wastes are considerably less with respect to techniques like turning or milling. Moreover, production of parts via 3D printing poses less constrains on the final shape of the object. Extremely complex shapes, sometimes impossible to manufacture with SM, can be obtained. Finally, 3D printing is typically faster and more scalable than conventional manufacturing methods.
Many materials5 can be 3D printed: metals, polymers, composites6, ceramics7 and biomaterials8. In the case of polymers 3D printing, like in the case of conventionally produced polymeric parts, it is advantageous in many situations to impart metallic properties to the surface of the object. This can be done by performing PVD (physical vapor deposition) of the metal of interest, for example9. The most advantageous method, however, is electroless metallization10. With respect to other techniques, electroless deposition is characterized by great flexibility, ease of operation and reduced cost-per-unit. Electroless metallization of 3D printed polymers has already been attempted in the past. Metallic layers have been applied to objects 3D printed with FDM (fused deposition modelling)11–14 and SLA (stereolithography)15,16.
From the technological point of view, surface pretreatment is a fundamental step in polymers electroless metallization processes17. Careful selection of the correct procedure is vital to impart adhesion to the metallic layers produced. Typically, pretreatment can be performed using wet etching, plasma18,19, silane coupling20 and many other methods. FDM parts printed with ABS are comparatively easy to wet pretreat due to the well-known chemistry of the cromate etching required to impart edhesion to the metal coatings12. Also FDM objects printed with PLA or PETG can be easily metallized11, as recently demonstrated by Bernasconi et al. The main characteristic of the FDM process, the usage of a pure polymer wire, ensures that the final object is composed of a single polymer having a well-defined and known composition. Optimizing surface wet pretreatment is therefore relatively easy thanks to the integral knowledge of the chemistry of the polymer. The situation is totally different in the case of SLA photopolymers: composition is often proprietary and in many cases complex mixtures of monomers are employed21. We already demonstrated that the surface pretreatment of some commercial SLA resins for wet metallization is possible15, but the etching mechanism has not been characterized in detail.
In the present work, the effect of wet surface pretreatment on the metallization of two commercial SLA resins is investigated. The materials selected, which contains acrylate monomers and a silica aluminate filling, constitutes archetypical materials to study electroless metallization of SLA resins. Pretreatment was deeply investigated because in most cases this is the critical step that imparts adhesion to the metallic coating. This is especially true for polymeric substrates22. Two different etching routes were applied to the SLA resin and the final outcome on surface topography and physical properties of the surface was investigated. Chemical alterations induced on the surface of the treated SLA polymer were investigated by mean of vibrational spectroscopy. After pretreatment, surface was activated and metallized with electroless copper. The effect of each etching method on the properties of the copper layer was determined and linked to the characteristics of the resin surface after pretreatment.
2 Experimental methods
The samples used for the characterization of the process have been printed using a Digital Wax 028J PLUS 3D SLA printer by DWS and subjected to post-baking with UV light after printing. The samples measured 1 cm × 1 cm with a square shape (1 mm thickness). A commercial light-curable resin was used: DL260 by DWS. The material is characterized by an elastic modulus of 1820 MPa. A self-formulated acrylate based SLA resin was used as well: SR349. Further details about its formulation are available in literature23. All chemicals used in the metallization phase were purchased from Sigma-Aldrich and used without further purification. The first part of the metallization process consisted of a neutral degreasing with a solution having the following composition: 50 g/l of sodium carbonate, 35 g/l of disodium metasilicate and 3 g/l of sodium lauryl sulfate. The treatment was carried out at room temperature for 2 minutes under sonication. The samples were then washed with deionized water. Acidic pretreatment was performed using a solution containing 600 g/l of CrO3 and 150 g/l of H2SO4, at room temperature and for different times. Alkaline pretreatment was performed placing the samples in a 200 g/l KOH solution at 45 °C for different times. The activation for the electroless plating was carried out dipping the samples in an industrial palladium based activator (Neoganth 834 by Atotech GmbH) for 10 minutes at room temperature and subsequently in a reducing solution of 20 g/l sodium borohydride for 30 seconds at room temperature. These two steps have been performed two times and the samples were not washed between immersion in the activator and in the reducing agent. Once activated, the samples were immersed in the solution for the deposition of Cu containing 20 g/l of copper sulfate pentahydrate, 40 g/l of disodium EDTA, 10.5 g/l of glyoxylic acid, 10 mg/l of 2,2’-bipyridine and 10 mg/l of potassium ferrocyanide was employed. The pH was corrected to 12 with sodium hydroxide and the solution was used at 45 °C with high stirring. SEM and EDS analysis were performed using a EVO 50 EP microscope by Zeiss. Adhesion between the polymer and the metal was estimated by means of a peel test (ISO 2819-1980 standard). Surface roughness was evaluated with a laser profilometer UBM Microfocus. Contact angle was measured using a microcamera to acquire the shape of water droplets dispensed by a needle on the surface of the samples. Acquired drop profile was analyzed by mean of the Drop Shape Analysis software. ATR (attenuated total reflectance) FT-IR was performed using a FT-IR Nicolet Nexus setup equipped with an ATR Si tip, which was contacted with the surface of the samples.
3 Results and discussion
3.1 Chemistry of stereolithography resins
To comprehend the chemical processes occurring during the wet pretreatment of SLA resins, it is fundamental to understand their chemistry. All commercial photocurable resins designed for use in stereolithography printers are characterized by analogous functional components: photoinitiators, monomers and reactive diluents21,24. Photoinitiators start the polymerization reaction by absorbing UV light and forming radicals able to react with the monomers. These are substances characterized by the presence of a highly reactive functionality able to yield the polymerization. Monomers currently used in industrial practice (fig. 1) are based on acrylates, epoxides or vinylethers. Acrylates and epoxides are however by far the most commonly employed, typically in combination. Acrylates are characterized by a high reactivity, which results in very high writing speeds, low brittleness but high shrinkage. Epoxides, on the contrary are less reactive, resulting in poor photo-speeds, brittle and characterized by reduced shrinkage. By using combinations of acrylates and epoxides, it’s possible to blend the advantages of both materials and to minimize their drawbacks. In some cases, proprietary SLA formulations may include many different monomers to finely tune properties of the final polymerized material. In most cases, the exact composition of commercial resins used in SLA is not of public domain, and for this reason it is not simple to go deep in detail on the chemistry of these materials. Most commonly used acrylate monomers, however, are diacrylates, dimethacrylates and urethane or amino acrylates21. From the epoxides point of view, the most commonly employed materials are diglycidyl ether derivatives of bisphenol A and epoxides of aliphatic alcohols21.
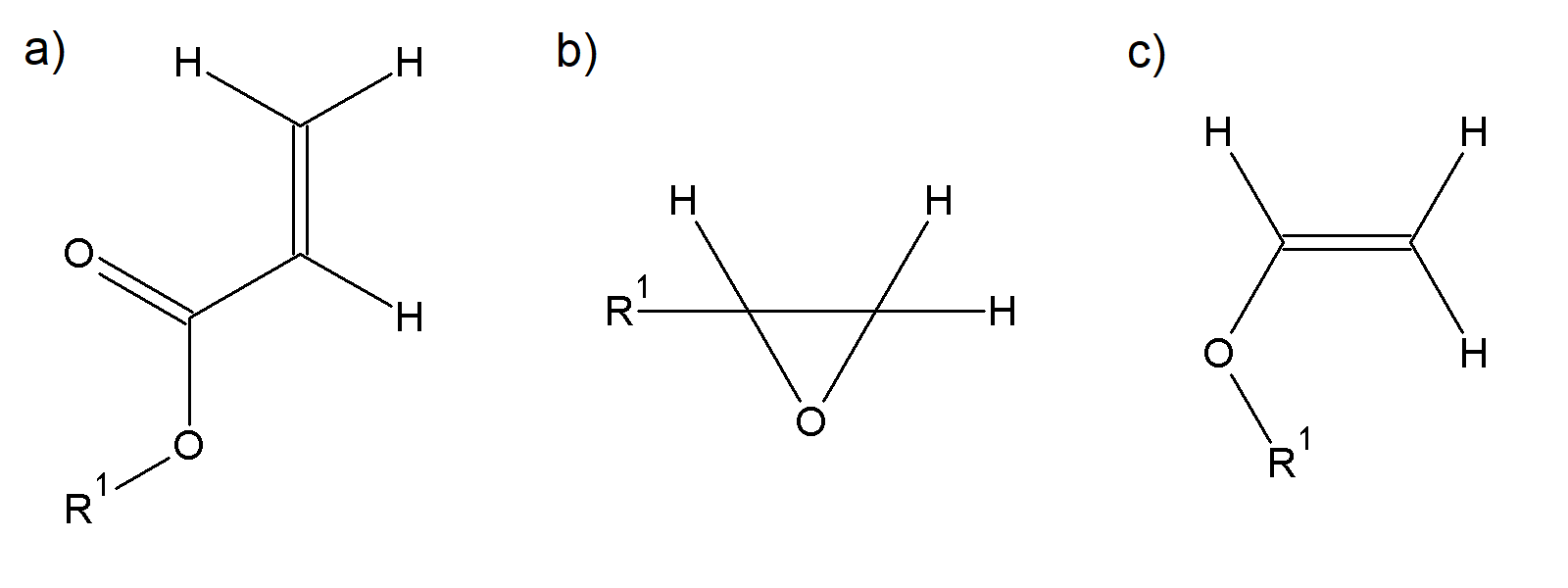
Fig. 1: Chemical structure of monomers currently employed in commercial SLA resin formulations: acrylates (a), epoxides (b) and vinylethers (c)
From the structural point of view, acrylates are characterized by ester bonds –COO- in the structure of the chain after polymerization, while epoxides and vinylethers typically leaves ether bonds -COC-. These functionalities determines the reactivity of the material in wet environment. Besides the ones resulting from reticulation, ether bonds are present also in the structure of many monomers or reactive diluents, like in the case of DGEBA (bisphenol A diglycidyl ether). Finally, if the monomer employed is a urethane, also -NH- groups are typically present in the molecule.
The last component common to all SLA resins formulations, reactive diluents, is used to control the viscosity of the resin. Monomers are normally characterized by a very high viscosity and, for this reason, they are diluted with suitable chemicals that take part in the polymerization reaction. Most commonly used moieties include dipropylene glycol diacrylate (DPGDA), pentaerythritol tetraacrylate (PETA) and many others.
According to the formulation employed and the nature of the constituents, SLA resins can be also biodegradable and biocompatible25. In some cases, resins are loaded with inert particles to decrease uncontrolled shrinkage and increase mechanical properties. Ceramics like SiO2 or Al2O3 nanoparticles are typically employed26.
3.2 Wet pretreatment for metallization
To perform wet etching on commercial SLA resins, their reactivity must be evaluated in relation to their chemistry. Considering the structural particularities of SLA resins, their reactivity in wet environment, both alkaline and acidic, must rely on the cleavage of ester or ether bonds, which are the most reactive regions in the polymeric chain. Ester, or urethane, bonds hydrolyze according to two different mechanisms, which vary if the environment contains H+ or OH–.
This mechanism is well known27 and correspond, in acidic environment, to the reaction 1.
R-COO-R’ + H2O + H+ → R-COOH + HO-R’ + H+ (1)
Alternatively, the behavior of the ester bond in alkaline environment28 is described by reaction 2.
R-COO-R’ + H2O + KOH → R-COO-K+ + HO-R’ + H2O (2)
Urethane reactivity is analogous, because the -COO- group depolymerize preferentially with respect to the -NH- part of the urethane bond.
Also ether cleavage, described by equation 3, is possible, but this reaction typically takes place in strongly acidic conditions and in the presence of a strong nucleophile29. The strong nucleophile is in most cases a halide (represented by X in equation 3).
R-O-R’ + HX → R-OH + X-R’ (3)
Since ether bonds are less reactive, however, ester hydrolysis should be the prominent degradation mechanism for acrylate based SLA resins and, since virtually all commercial resins are mixtures of acrylates and epoxides, for most SLA polymers.
To investigate the effects of wet pretreatment, two different processes were applied to commercial resins. Since ester bond cleavage occurs in strongly alkaline or acidic conditions, chromic mixture and potassium hydroxide were selected as etchants. Chromic mixture is a typical etchant for ABS, and demonstrated to be effective in the pretreatment of other SLA resins30. Potassium hydroxide was employed in our previous work to etch SLA resins15.
As demonstrated in the past for DL260 and SR34915, the metallization process must be performed at relatively low temperatures (≤ 45 °C) in the case of the resins employed. This requirement is a direct consequence of the thermal properties of the resins. By performing DSC15, different low temperature glass transitions were observed. The most critical is the one observed at 45 – 50 °C, which limits the maximum allowable temperature for the metallization treatment. If this temperature is exceeded, deformations due to residual stress relief may occur in 3D printed parts.
Considering this limitation, two pretreatment routes were selected. In particular, two wet etching processes were tested, the first based on an acidic solution and the second based on an alkaline one. Acidic pretreatments have already been tested in the existing literature for SLA resins30 different from the ones used in the present work. For this reason, a strongly acidic chromic solution was selected for pretreatment. The alkaline approach has been studied in the past15 and already proved effective for SLA resins metallization. Temperature was set to 45 °C to optimize process efficiency. For both alkaline and acidic treatments, permanence time in the solution was investigated to determine post-etching properties of the surface.
3.3 Effects of alkaline pretreatment on morphology and surface energy
The first etching discussed is the alkaline one. According to the mechanism previously discussed, the effects induced by the wet treatment can be easily correlated with final morphology and surface energy.
Figure 2 depicts the SEM morphology of DL260 and SR349 before and after alkaline pretreatment. Immersion time was stepped from 0 min (untreated) to 10 and 30 min. Spheroidal SiO2/Al2O3 particles are clearly visible in the SEM pictures. As previously said, such particles are typically added to SLA resins to decrease shrinkage and to increase mechanical properties. In this case, DL260 contains 20 % wt. particles. SR349 contains no particles.

Fig. 2: SEM surface morphology after alkaline pretreatment: untreated DL260 (a), untreated SR349 (b), DL260 treated for 10 min (c), SR349 treated for 10 min (d), DL260 treated for 30 min (e) and SR349 treated for 30 min (f)
The main effect visible in figure 2 is the increase in surface roughness and porosity, due to resin depolimerization (according to equation 2). Circular pores appears on the surface and the resin between the SiO2/Al2O3 particles erodes, leading to particles removal from the resin. Depolimerization happens because DL260 contains acrylate moieties, which react with OH– according to the mechanism presented in equation 2. Resin dissolution is clearly visible from the morphology of the treated resins (figure 2) and from numerical Ra evaluated with laser profilometry (figure 3). Ra significantly increases after 10 and 30 minutes as immersion time. This is true for both DL260 and SR349, but for SR349 the increase is comparatively lower. This is due to the lack of particles in SR349. In the case of DL260, particles can be actively removed from the surface, leaving voids that can strongly alter roughness. SR349 morphology is more flat, and for this reason the surface is uniformly attacked by the alkaline solution.
Another important effect of the hydrolysis process described in equation 2 is the formation of two new functional groups: -COOH and -OH. In the case of a bulk resin surface, carboxylic and hydroxylic groups begin to form on the surface when polymeric chains break. This leads to an important effect: a change in surface energy due to the new groups formed. This outcome is evident if contact angle (CA) is measured on the resin before and after pretreatment (figure 3). As a consequence of KOH exposure, CA strongly decreases and the surface from non-wettable becomes wettable.

Fig. 3: Ra evolution for alkaline etching of DL260 (a) and SR349 (b); CA evolution for alkaline etching of DL260 (c) and SR349 (d)
Roughness and wettability decrease are two desired effects from the metallization point of view. High microroughness allows a significant level of mechanical interlocking31,32 between the metal and the polymer, resulting in high adherence. High wettability typically improves uniformity of electroless activation and enhances adhesion33.
3.4 ATR FT-IR analysis of alkaline resin pretreatment
To follow the etching process and to demonstrate that alkaline resin pretreatment involves ester bond cleavage according to equation 2, vibrational spectroscopy was employed. In particular, ATR FT-IR was used to investigate the reactions taking place on the surface of the two resins upon exposure to the alkaline environment. ATR FT-IR is a highly versatile technique, ideal to follow the chemical modifications occurring on planar 3D printed samples after exposure to the etching environment. The analysis was performed on two significant stereolithography materials, both untreated and treated (30 min in 200 g/l KOH).
The first resin analyzed, SR349, is a typical exponent of the acrylate family. This photocurable polymer presents no particles loading and is typically formulated starting from the bifunctional monomer ethoxylated bisphenol A diacrylate and optimized according to the specifications of the stereolithography printer. The formulation hereby used was optimized for the Digital Wax 028J PLUS 3D SLA printer23. Figure 4a depicts the spectra obtained before and after the alkaline pretreatment. Figure 4b reports the magnification of the 650-2200 cm-1 portion of the same spectra, together with the subtraction between the untreated and treated spectra.

Fig. 4: ATR FT-IR of untreated and KOH treated SR349 resin: whole spectrum (a) and magnification (b)
After the treatment, a strong increase in the broad absorbance band around 3334 cm−1 was observed. This region is associated to the OH stretching of hydroxyl groups34, and intensity of OH stretching increases due to hydrolysis of the reticulated polymer. To better understand the behavior observed with reference to the first part of the manuscript, figure 5 reports the chemical structure and the 3D model of the SR349 monomer.

Fig. 5: Chemical structure of the SR349 monomer. Ester groups (-COO-) are marked in red and reactive double bond involved in resin polymerization (-C=C-) are marked in green
The two C=C double bonds that allow the polymerization are clearly visible, as well as the ester bond responsible for the reactivity in alkaline environment. SR349 polymerizes according to a radical reaction on the C=C bonds, but hydrolyzes on the -COO- ester bond. As stated in the first part, the final result of the ester bond breaking reaction in alkaline environment are the two moieties -OH and -COO–. It is therefore clear the reason why the OH stretching band is strongly altered by the treatment. Moving from the OH stretching zone to lower wavenumbers, the group of peaks in the 2800-3000 cm-1 zone can be associated to aliphatic C-H stretching34.
Some other important features are visible in figure 4. By observing the subtraction spectra, two strong positive peaks can be individuated at 1720 cm-1 and 1174 cm-1. Since in the subtraction these peaks are positive, it means that their intensity is lowered by the alkaline treatment. The first peak can be associated to the C=O stretching of the ester groups, while the latter can be attributed to C–O stretching vibrations35. Since the treatment actually breaks the ester bond, it is obvious that these two bands are strongly affected by the process. C=O and C-O vibrations are still present in the resulting –COO– mojety, but they result toughly modified in intensity. In fact, the 1720 cm-1 band is almost invisible in the treated spectra. By looking at the subtraction spectra in figure 4b, two strong negative bands are visible. Since in the subtraction these peaks are negative, it means that they were not present in the untreated spectra. These two peaks at 1400 and 1560 cm-1 can be associated to the formation of a carboxylic acid salt34. This clearly demonstrates that the -COO– mojety resulting from ester bond breaking forms a salt with the KOH present in the pretreatment solution. Potassium ions thus neutralize the carboxylic acid acidity, forming -COO–K+ according to equation 2. Concerning the remaining vibrations observed in figure 4, bands between 1400 and 1600 cm-1 are probably due to C-H in-plane bending in the benzene rings34.
Some considerations can be done also on the ether bonds present in the polymeric chain in close proximity of the benzene rings. Yang et al. associate the bands around 1030 cm-1 to the symmetric stretching vibration of –COC- bonds close to aryl moieties in lignin36. This situation is similar to the one found in SR349, where the -COC- bond is close to a benzene ring. Also other references agree with this assignment34. Yang et al. observed a strong modification of this band as a consequence of ether cleavage in LiBr. In figure 4, however, the peaks around 1030 cm-1 are almost unaltered after the treatment, indicating a poor reactivity of the ether bond.
The second example of photocureble polymer analyzed via ATR FT-IR was DL260. This material is a typical example of mixture of multi-functional acrylate monomers loaded with reinforcement particles (in this case silica-aluminate particles). It constitutes therefore a prototypical example of a reinforced stereolithography resin, a class widely employed in current 3D printing practice. The presence of the reinforcement must be of course considered for the FT-IR analysis, and for this reason the spectra of the particles was acquired (figure 6).

Fig. 6: ATR FT-IR spectrum of the SiO2/Al2O3 particles present in the DL260 resin
The Al2O3/SiO2 particles are characterized by two strong absorption bands at low wavenumbers (between 600 and 1200 cm-1). Figure 7 depicts the spectra obtained before and after the alkaline pretreatment of the resin. Figure 7b reports the magnification of the 650-2200 cm-1 portion of the same spectra, together with the subtraction between the untreated and treated spectra.

Fig. 7: ATR FT-IR of untreated and KOH treated DL260 resin: whole spectrum (a) and magnification (b)
The first important effect of the pretreatment is visible in the subtraction spectrum reported in figure 7b. Two strong positive peaks appears in the 600 and 1200 cm-1 region. Their shape and position corresponds to the signal of the silica-aluminate reinforcement. Since they are positive in the graph, this means that their intensity is decreased by the treatment. This effect can be explained by a partial removal of particles from the surface of the resin as a consequence of polymer dissolution. As confirmed by the SEM characterization in figure 1, this phenomenon actually takes place on the surface.
After the treatment, a weak increase in the broad absorbance band around 3334 cm−1 was observed. Like in the case of SR349, this effect can be associated to the hydrolysis of the reticulated photopolymer. Again, like for SR349, the group of peaks in the 2800-3000 cm-1 zone can be associated to aliphatic C-H stretching34.
By observing the subtraction spectra reported in figure 7b, two positive peaks can be individuated at 1720 cm-1 and 1174 cm-1. The latter is visible as a shoulder on the silica-aluminate background signal. Like for SR349, new functional groups form on the surface of the resin as a consequence of polymer chains breakage. The two regions affected by the process are, once again, the C=O stretching of the ester groups region and the C–O stretching zone. In this case, peaks related to the formation of carboxylic acid salt are very low in intensity and only barely visible around 1560 cm-1. Finally, bands between 1400 and 1600 cm-1 can be probably associated to C-H in-plane bending in the benzene rings34.
In general it was observed that the effects of the alkaline pretreatment are clearly visible in the SR349 resin and less evident in the DL260 material. The reason can be the presence of the reinforcement particles, whose presence may partially hinder the signal from the resin, or the different roughness between the resins (higher in the case of DL260 due to the particles present in the material).
The results obtained, however, demonstrate that the mechanism is analogous in the case of both resins and that its validity can be potentially extended to all the stereolithography resins based on mixtures of acrylate monomers (which constitute the vast majority of the market).
Acidic pretreatment follows analogous reaction paths. In the case of acid etching, the ester bond is strongly attacked by H+, yielding the carboxylic acid in place of the carboxylic salt of potassium observed in the case of KOH.
3.5 Effects of acidic pretreatment on morphology and surface energy
The second etching route investigated for SLA resins pretreatment was the acidic one. Figure 8 depicts the SEM appearance of DL260 treated for 10 minutes (figure 8a) and 30 minutes (figure 8c).

Fig. 8: SEM of DL260 after 10 minutes of acidic pretreatment (a) and after 30 minute (c); Roughness (b) and contact angle (d) evolution with acidic pretreatment duration
Like in the case of alkaline pretreatment, surface roughness was found to increase and pores were observed on the surface. Numerical values for Ra certify the roughening observed via SEM. Also CA was found to significantly decrease. These effects, notably similar to the ones obtained in alkaline environment, are the result of the etching mechanism described by equation 1.
By performing EDS on the surface of the resin after the etching process, Cr(VI) contamination was observed. Cr uptake on the surface of the resin may be dangerous for the electroless deposition process. Is is well-known that electroless is strongly sensitive to surface contamination. Moreover, Cr residues may be harmful for some applications where the final product must contact body parts (hexavalent chromium is a widely recognized carcinogenic agent37).
3.6 Deposition of metallic coatings
To observe the effect of the various pretreatments on the properties of electroless coatings, Cu was deposited on DL260 employing an alkaline formaldehyde-free solution. Temperature was limited to 45 °C to match the properties of DL260 and avoid deformations. Surface was activated using a tin-free process and immersed in the electroless bath for 30 minutes, yielding a 0.9 – 1 µm thick coating.
Figure 9a depicts the result obtained in the case of acidic etched DL260. The layer of Cu that forms on the surface is uniform and continuous (figure 9a), but characterized by a black appearance. Adhesion to the resin, evaluated with a standard peel test, is optimal. The negative appearance of the surface can be attributed to surface contamination by chromium. Cu electroless deposition is extremely sensitive to surface poisoning, and for this reason it is reasonable to attribute the black coating obtained to Cr contamination. It is possible that DL260 presents some degree of porosity, resulting in Cr uptake. For example, no adverse effect was observed in the case of SLA resins probably characterized by a lower degree of porosity30. Figure 9c shows the SEM morphology of a copper layer deposited on acidic treated DL260.

Fig. 9: Electroless Cu deposited on acidic etched DL260: visual appearance (a) and SEM morphology (c); electroless Cu deposited on alkaline etched DL260: visual appearance (b) and SEM morphology (d)
On the contrary, Cu deposited on alkaline etched DL260 was found to be fully adherent, uniform and continuous on the surface of the resin (figure 9b). A similar result in terms of adhesion and surface finish can be obtained in the case of SR34915. Figure 9d shows the SEM morphology of a copper layer deposited on alkaline treated DL260.
By comparing the results obtained, it is evident that the most efficient pretreatment method is the alkaline one. Electroless layer deposited on DL260 pretreated with this methodology showed high adhesion and proved suitable as base coatings for the realization of multilayers15. Acidic treatment is able to give comparable results in terms of final contact angle and roughness, which in turn produce similar adhesion levels. The presence of chromium, however, is detrimental for the quality of the final coating in presence of porous SLA resins. Attempts to remove chromium from the etching solution, leaving only sulfuric acid, resulted in poor etching rates and lack of adhesion. For these reasons, acidic pretreatment is not the best choice for a treatment process able to treat a broad range of resins. Alkaline treatment of DL260 gave good results in terms of adhesion also performing NiP instead of Cu electroless metallization15.
3.7 Applicative examples
The electroless metallization of SLA resins, suitably pretreated and activated, can be the basis for a large selection of applications. Figure 10 shows some applications.

Fig. 10: Applicative examples of SLA resins metallization: aesthetic parts (a), microswitches (b), MEMS (c) and magnetically controlled microdevices
Metallic layers can be applied via electroless plating for both functional and aesthetic purposes on macroscopic 3D printed parts. Figure 10a depicts an example, in which a first layer of NiP was applied on a ring 3D printed with Dl260. Subsequently, a thick layer (> 150 µm) of electrolytic copper was deposited, followed by two thin layers of Ni and Ag. The final structure, thanks to the presence of a thick copper layer, results reinforced with respect to uncoated Dl260 and acquire the aesthetic properties of silver.
However, the most interesting applications of the SLA printing combined with wet metallization are probably in the microfabrication field. Figure 10b shows a microcantilever realized with SR349 and coated with electroless CoNiP23. The final structure is highly reactive to the presence of a magnetic field, making it usable as magnetically actuated microswitch. Figure 10c depicts the first example of accelerometer fabricated with 3D printing38–40. The device visible in the image was printing using DL260, metallized with copper and coupled with a copper plate to allow capacitive sensing of the movable mass. Finally, figure 10d shows another interesting application for 3D printed/wet metallized parts. The devices depicted are microscaffolds able to move under the influence of an external magnetic field. Such scaffolds were designed for controlled cell delivery and were realized with DL260 resin metallized with Cu/CoNiP/NiP/Au41.
4 Conclusions
The influence of two different pretreatments, acidic and alkaline, was evaluated on the electroless copper metallization of commercial SLA resins. From the general point of view, the different etching routes were found to have a great influence on the quality of the final coating. Etching in an acidic solution containing chromic acid and sulfuric acid was found to yield good adhesion of the coating, which in turn presented a black appearance (associated to Cr contamination of the surface) not suitable for practical applications. Conversely, alkaline treated surface were characterized by optimal appearance and improved adhesion of the coating. This is a logical consequence of the surface properties observed: KOH treated DL260 presents the same porous morphology observed in the case of acidic treatment but totally lacks Cr contamination. Vibrational spectroscopy was employed to evaluate the chemistry and the evolution of the pretreatment. Results obtained evidenced a major role of ester bonds on the reactivity of the resin. Creation of new functional groups on the surface and depolymerization were observed via ATR FT-IR and were linked to other observable properties of the surface like roughness and surface energy. The results described in the present work were obtained starting from two archetypical commercial SLA resins and their validity can be potentially extended to many other acrylate based resins. Such materials are however characterized by a multitude of different chemical formulations, often complex and proprietary. For this reason it is impossible to extend the results obtained to all the range of SLA materials. From the general point of view, however, the combination of ATR FT-IR, roughness and contact angle measurement can be proposed as a general methodology to study and optimize the pretreatment of SLA resins characterized by different chemistries.
Reference
- Y. Lu, J. Ind. Inf. Integr., 6, 1–10 (2017)
- A. Khan and K. Turowski, in Proceedings of the First International Scientific Conference “Intelligent Information Technologies for Industry”(IITI’16),, p. 15–26, Springer (2016)
- H. S. Kang et al., Int. J. Precis. Eng. Manuf. Technol., 3, 111–128 (2016)
- I. Gibson, D. W. D. W. Rosen, and B. Stucker, Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing, p. 462, Springer, (2009)
- B. Mueller, Assem. Autom., 32 (2012)
- X. Wang, M. Jiang, Z. Zhou, J. Gou, and D. Hui, Compos. Part B Eng., 110, 442–458 (2017)
- R. Trombetta, J. A. Inzana, E. M. Schwarz, S. L. Kates, and H. A. Awad, Ann. Biomed. Eng., 45, 23–44 (2017)
- H. N. Chia and B. M. Wu, J. Biol. Eng., 9, 4 (2015)
- V. Zaporojtchenko et al., Microelectron. Eng., 50, 465–471 (2000)
- G. O. Mallory and J. B. Hajdu, Electroless plating: fundamentals and applications, William Andrew, (1990)
- R. Bernasconi, G. Natale, M. Levi, and L. Magagnin, J. Electrochem. Soc., 163, D526–D531 (2016)
- A. Equbal, A. Equbal, and A. K. Sood, Procedia Mater. Sci., 6, 1197–1206 (2014)
- A. Equbal, M. I. Equbal, A. K. Sood, and M. A. Equbal, Mech. Eng., 8 (2017)
- E. G. Geterud, P. Bergmark, and J. Yang, in Antennas and Propagation (EuCAP), 2013 7th European Conference on,, p. 1812–1815, IEEE (2013)
- R. Bernasconi, C. Credi, M. Tironi, M. Levi, and L. Magagnin, J. Electrochem. Soc., 164, B3059–B3066 (2017)
- X. Wang et al., ACS Appl. Mater. Interfaces, 6, 2583–2587 (2013)
- M. Charbonnier and M. Romand, Int. J. Adhes. Adhes., 23, 277–285 (2003)
- R. A. Wolf, Atmospheric pressure plasma for surface modification, John Wiley & Sons, (2012)
- K. Moraczewski, P. Rytlewski, R. Malinowski, A. Tracz, and M. Żenkiewicz, Mater. Chem. Phys., 153, 135–144 (2015)
- Y. Lu, Appl. Surf. Sci., 256, 3554–3558 (2010)
- S. C. Ligon, R. Liska, J. Stampfl, M. Gurr, and R. Mülhaupt, Chem. Rev., 117, 10212–10290 (2017)
- D. E. Packham, in Adhesion aspects of polymeric coatings,, p. 19–44, Springer (1983)
- C. Credi et al., ACS Appl. Mater. Interfaces, 8, 26332–26342 (2016)
- S. Corbel, O. Dufaud, and T. Roques-Carmes, in Stereolithography,, p. 141–159, Springer (2011)
- J. Stampfl et al., Virtual Rapid Manuf. Proc. VRAP, Leira, Port., 283–288 (2007)
- A. C. Tilendo and B. B. Pajarito, in Materials Science Forum,, vol. 890, p. 74–77, Trans Tech Publ (2017)
- K. Yates and R. A. McClelland, J. Am. Chem. Soc., 89, 2686–2692 (1967)
- W. H. Brown, C. S. Foote, B. L. Iverson, and E. V Anslyn, Organic chemistry, Cengage Learning, ISBN 978-0-8400-5498-2, (2012)
- P. Y. Bruice, Up. Saddler River Pearson Prentice Hall, 1319, 13196313–13196316 (2006)
- B. Luan, M. Yeung, W. Wells, and X. Liu, Appl. Surf. Sci., 156, 26–38 (2000)
- W.-S. Kim, I.-H. Yun, J.-J. Lee, and H.-T. Jung, Int. J. Adhes. Adhes., 30, 408–417 (2010)
- T. M. Gwon, J. H. Kim, G. J. Choi, and S. J. Kim, J. Mater. Sci., 51, 6897–6912 (2016)
- D. E. Packham, Int. J. Adhes. Adhes., 23, 437–448 (2003)
- G. Socrates, Infrared and Raman characteristic group frequencies: tables and charts, John Wiley & Sons, (2004)
- J. P. M. Arias, C. Bernal, A. Vázquez, and M. M. Escobar, Adv. Polym. Technol., 37, 450–460 (2018)
- X. Yang, N. Li, X. Lin, X. Pan, and Y. Zhou, J. Agric. Food Chem., 64, 8379–8387 (2016)
- A. D. Dayan and A. J. Paine, Hum. Exp. Toxicol., 20, 439–451 (2001)
- C. Credi et al., in Multidisciplinary Digital Publishing Institute Proceedings,, vol. 1, p. 614 (2017)
- V. Zega et al., IEEE Sens. J., 18, 53-60 (2018)
- V. Zega et al., in Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), 2018 19th International Conference on,, p. 1–4, IEEE (2018)
- R. Bernasconi et al., Mater. Horizons, 5, 699–707 (2018) http://dx.doi.org/10.1039/C8MH00206A
PDF Version of the article |
Flash Version of the article |
|
| [qrcode] | ||