
 Fig. 22: M10 bolts coated with Zinni® 220 and passivated with Tridur DB, heat treated (hydrogen de-embrittlement) at 210 °C for 4 hours after passivation; samples before NSS test (a) and after 504 h in NSS chamber (b); test according to ASTM B-117
Fig. 22: M10 bolts coated with Zinni® 220 and passivated with Tridur DB, heat treated (hydrogen de-embrittlement) at 210 °C for 4 hours after passivation; samples before NSS test (a) and after 504 h in NSS chamber (b); test according to ASTM B-117



The demand for Zinc Nickel coatings continuously increases in the automotive industry. Especially interesting are zinc nickel alloys with a nickel incorporation of 12–16 %, due to their high corrosion protection as well as superior wear and heat resistance as compared to pure zinc and other zinc alloy coatings.
Despite many advantages of acid Zn-Ni electrolytes there are still some areas of application, like barrel plating or plating of complex-shaped parts, believed to be reserved for alkaline processes. In this paper zinc nickel coatings deposited from ammonium and boric acid-free acid zinc nickel electrolytes, with improved throwing power for rack and barrel applications are investigated. Their corrosion resistance, ductility and hardness will be presented. Moreover, their texture and morphology will be investigated using SEM, XRD and FIB methods. In the end thickness distribution and Ni-incorporation will be presented and compared to alkaline systems.
3.2.3 Current Efficiency
One of the biggest advantages of the acidic Zn-Ni processes is their high current efficiency. Herein the current efficiency for layer deposition from freshly prepared acid and alkaline Zn-Ni electrolytes will be compared at various current densities. As can be seen in figure 15 gravimetrically measured current efficiency for electroplating from fresh electrolytes for both acid and alkaline can be very high at low current densities. The behavior of the two types of electrolytes is however completely different when current density increases. At higher current densities the efficiency of alkaline process drops very fast to reach a kind of plateau at about 40–50 % (not fully visible on the graph) whereas the efficiency of both acid electrolytes increases with increasing current density to reach about 90 %. The same behavior for acid and alkaline Zn-Ni electrolytes was also reported by Müller et al. [16]. It is important to notice that behavior of old electrolytes (higher metal ions and chloride content) differs in most cases from the freshly prepared solutions. Experience says that with time the efficiency of acid electrolytes can be continuously kept at about 90 % (as long as the metal and salt content in the bath is not reaching the conductivity limit). The efficiency of alkaline electrolytes on the other hand stabilizes in a long term at about 40–50 % (as a result of carbonate built up and agglomeration of organic decomposition products in the electrolyte) and is mostly dependent on current density, Zn content in the solution and the amount of organic additives in the bath.
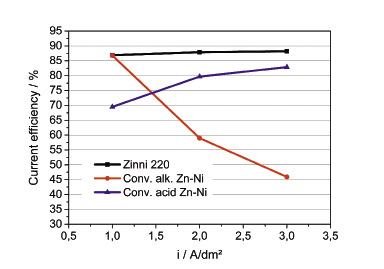
Fig. 15: Comparison of current efficiencies in dependence
on current densities for various Zn-Ni processes, measured
gravimetrically in a fresh electrolyte
The data used to plot the graph in figure 15 is collected in table 6.
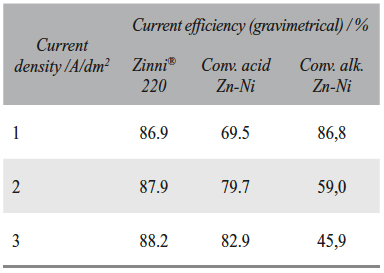
Tab. 6: Comparison of current efficiency dependence on current density for different Zn-Ni processes measured gravimetrically in a fresh electrolyte
Deposition potentials during the standard deposition scheme at 2.5 A/dm2 have been recorded and compared for different electroplating solutions (see fig. 16). In accordance with observations made by Müller et al. it can be seen that the deposition potential for alkaline electrolyte is lower than for acid electrolytes what indicates its lower current efficiency [12]. This is the result of blocking effect of hydrogen evolving on the electrode surface and amino complexes of Ni formed in the electrolyte. The highest deposition potential independently on current density was recorded for Zinni® 220 electrolyte what confirms again its superior current efficiency.
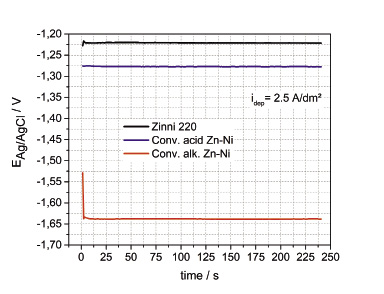
Fig. 16: Comparison of deposition potentials recorded during
Zn-Ni deposition from Zinni® 220, conventional alkaline
Zn-Ni process and conventional acid Zn-Ni process at
2.5 A/dm2
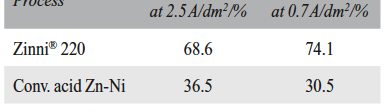
Current efficiency during layer deposition from various electrolytes has also been measured electrochemically. Figure 17 shows plots of the data collected in table 7 and 8. Graph (a) presents a comparison of current efficiencies of different acid Zn-Ni processes. Deposition was done in each case at 2.5 A/dm2 in a fresh electrolyte (as given in section 2). As can be seen Zinni® 220 shows the highest current efficiency as compared to other processes. The situation changes however when lower current densities are applied (see tab. 7), especially when fresh electrolytes are evaluated. The influence of current density on current efficiency measured electrochemically for Zinni® 220 processes is presented in figure 17 (b). The results corroborate with data obtained gravimetrically. At very low current densities the efficiency of acidic processes is very low – about 40 % at 0.1 A/dm2. However, after reaching 0.5 A/dm2 more than 90 % of the maximum efficiency is obtained and it is kept at this level with increasing current density. It needs again to be mentioned that the measurements show values for fresh electrolytes with relatively low amounts of metal and chloride ions. Increase of the total concentration of Zn2+ and Ni2+ as well as Cl– ions will lead to increase of the current efficiency for both acid Zn-Ni processes. The data (not presented here in detail) collected for Zinni® 220 and conventional acid Zn-Ni electrolytes containing 26 g/l Zn, 31 g/l Ni and 170 g/l chloride showed current efficiencies of about 93 % and 89 % for both electrolytes at deposition current density of 2.5 A/dm2 and 0.7 A/dm2, respectively.
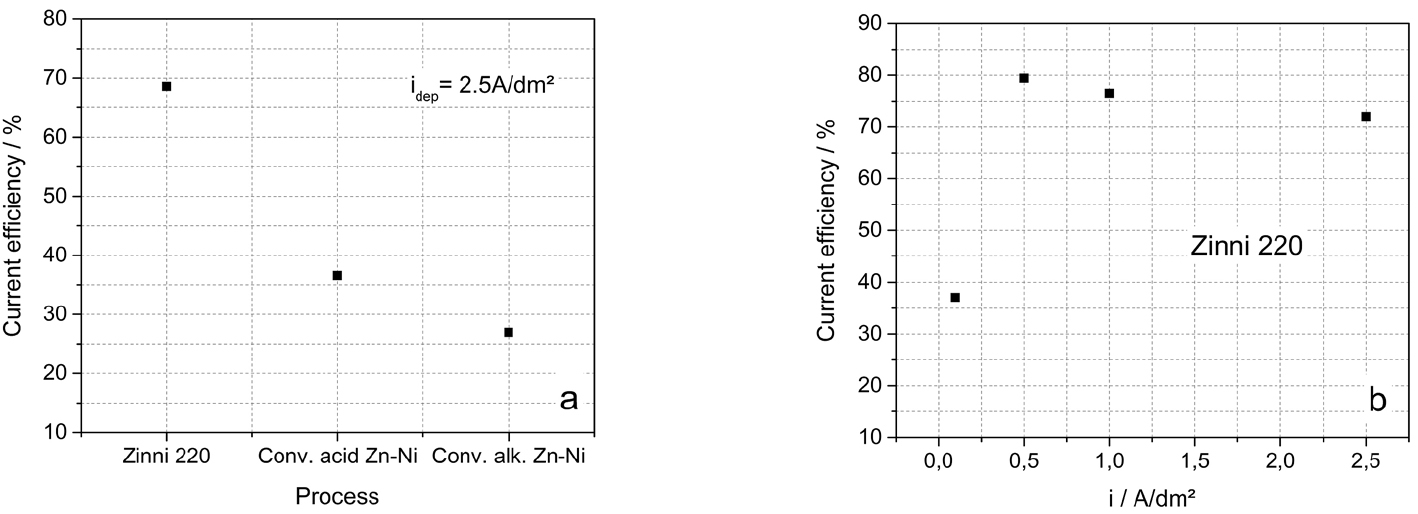
Fig. 17: Electrochemical evaluation of current efficiency for various acid Zn-Ni processes, measured during deposition at 2.5 A/dm2 (a) and in dependence on current density measured for Zinni® 220 (b)
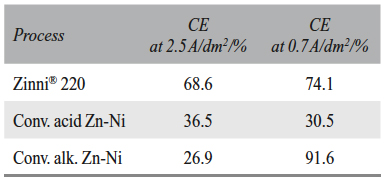
Tab. 7: Current efficiencies of different Zn-Ni processes measured electrochemically in a fresh M-up during deposition at 2.5 and 0.7 A/dm2
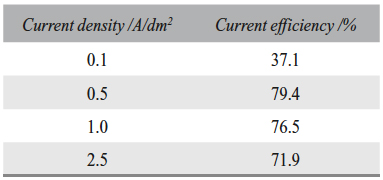
Tab. 8: Current efficiency of acid Zn-Ni process Zinni®
220 in dependence on the current density applied, measured electrochemically in a fresh M-up
3.2.4 Behavior of Zinni® 220
In previous parts of the work the superior performance of Zinni® 220 as compared to other acid and alkaline Zn-Ni electroplating solutions has been shown. In this chapter the behavior of Zinni® 220 will be analyzed in more detail.
In the beginning an attempt has been made to characterize the changes in phase structure at various current densities when plated with Zinni® 220. As can be seen in figure 18 independently on the current density the main phase deposited is always the favored γ-phase.
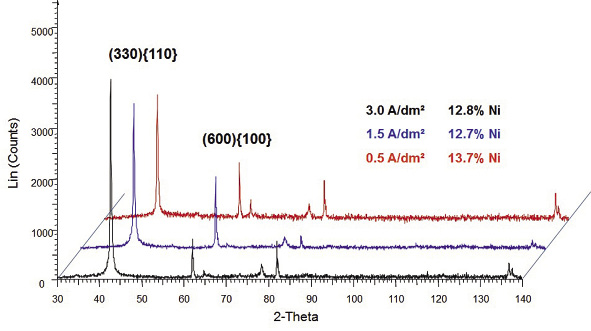
Fig. 18: Comparison of phase structures measured with X-ray diffraction for coatings deposited
using Zinni® 220 at various current densities
Figure 19 presents ALSV of Zn-Ni layers deposited galvanostatically from Zinni® 220 at different current densities. As can be observed Zn dissolution peaks shift with increasing deposition current density indicating that the phase structure of the deposit, although composed still mainly of γ-phase, changes the ratio between the constituent phases. At very low current densities (0.1 A/dm2) α-phase seems to dominate, but a small amount of η-phase can also be observed as a shoulder at -800mV. This is in agreement with other reports showing that Ni-rich phases are primarily deposited at very low current densities [9, 10, 17, 18]. At moderate current densities (0.5 and 1.0 A/dm2) more Zn is incorporated into the structure and compact γ-phase is formed as indicated by a peak at –550 mV. At relatively high current densities (2.5 A/dm2) the position of the Zn dissolution peak shifts again into more negative potential forming a multi-peak indicating existence of both α and η-phases. Assuming that α-phase peak is formed due to transition from γ-phase after partial Zn dissolution this corroborates well with previous results showing the increase of nickel incorporation at higher deposition current densities (see fig. 10).
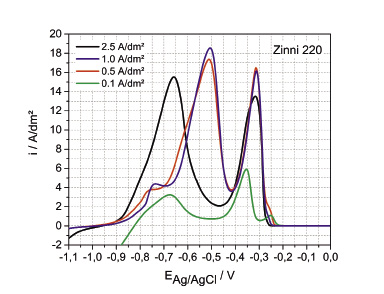
Fig. 19: ALSV of galvanostatically deposited Zn-Ni coating.
Deposition was done from Zinni® 220 at various current
densities at 35 °C with rotation speed of the RDE of
1000 rpm. The ALSV was done in metal ion free electrolyte
at 35 °C with 1000 rpm and potential scan rate of 10 mV/s
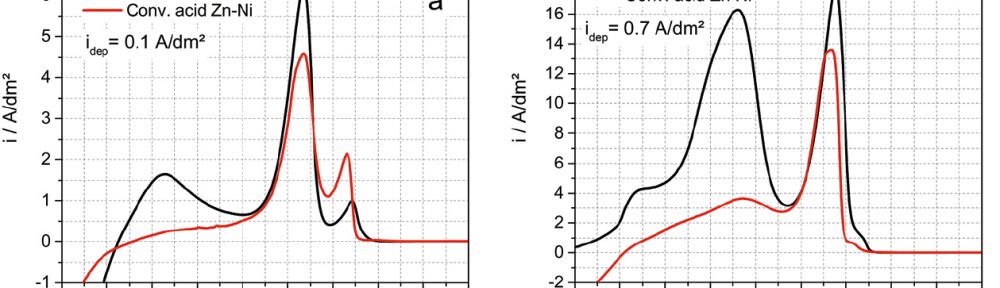
In order to evaluate electrochemically the improvement of plating speed at low current densities given by Zinni® 220 as compared to old acid electrolyte ALSV of layers deposited with Zinni® 220 and the state-of-the-art acid Zn-Ni process at 0.1 and 0.5 A/dm2 have been done. It could be observed in figure 20 that as a result of deposition at very low current densities (fig. 20 a) mostly Ni-rich phases have been deposited in case of both electrolytes. Same observations were made by Müller et al. who showed that γ-phase formation needs higher current densities, and before they are reached high Ni phases or pure Ni are deposited [14]. Current efficiencies for deposition at 0.1 A/dm2 for Zinni® 220 and the state-of-the-art acid Zn-Ni process are calculated to be 37 % and 20 % respectively. After increasing the deposition current density to 0.7 A/dm2 (fig. 20 b) dissolution peaks of both deposits show dominating γ-phase at –550 mV and small shoulders at –750 mV related to α-phase. Corresponding current densities for deposition process are 79 % for Zinni® 220 and 33 % for the state-of-the-art acid Zn-Ni process. The advantage of the new acid Zn-Ni process it is thus clearly visible at low deposition current densities.
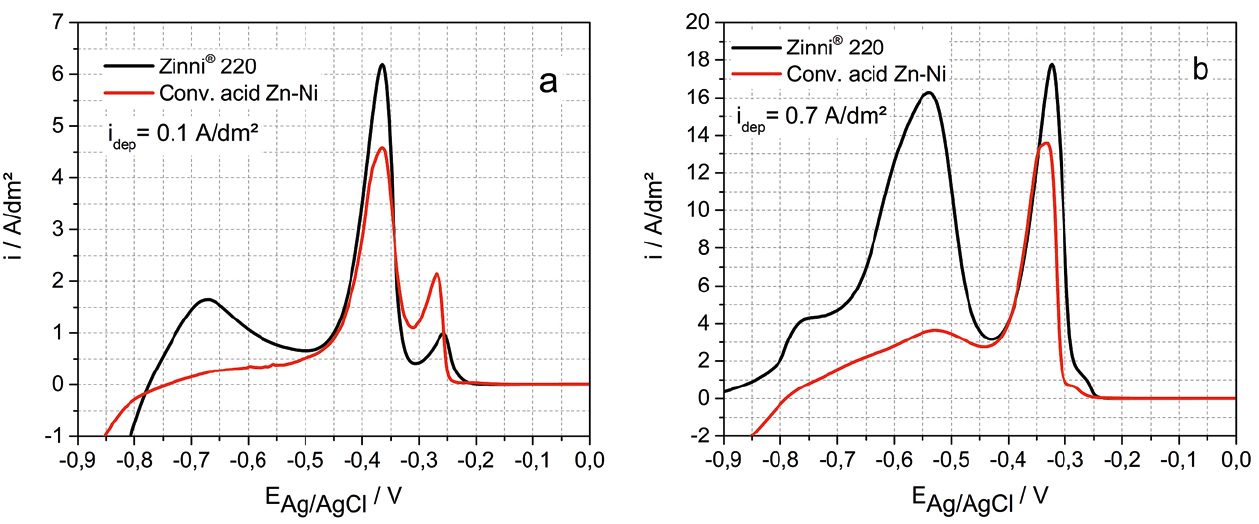
Fig. 20: ALSV of galvanostatically deposited Zn-Ni coating. Deposition was done from Zinni® 220
and the conventional acid Zn-Ni electrolyte with 0.1 A/dm2 (a) and 0.7 A/dm2 (b) at 35 °C with rotation speed of the RDE of 1000 rpm. The ALSV was done in metal ion free electrolyte at 35 °C with 1000 rpm and potential scan rate of 10 mV/s
3.2.5 Zinni® 220 Rack and Barrel Morphology and Hardness
The morphology and texture of coatings deposited from Zinni® 220 electrolyte in a barrel and on the rack show slight differences. As can be observed in figure 21 when barrel plating is used for coating deposition a specific layer-by-layer deposition can be seen. In both cases the γ-phase is dominating however this kind of deposition influences obviously the texture what can be observed e. g. by differences in passivate acceptance between barrel and rack plated parts.
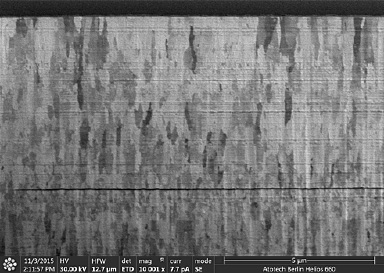
Fig. 21: Cross-section of Zn-Ni coatings deposited from Zinni® 220 in a barrel on M8x70 bolts; cross-section prepared using focused ion beam; typical layer-by-layer deposition well visible
The way of coating deposition influences strongly the hardness of the deposits as can be observed in table 9. Parts plated in the barrel exhibit generally lower hardness. The difference can be even up to 15 %.
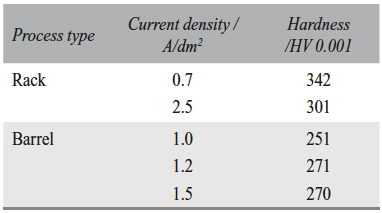
Tab. 9: Comparison of micro hardness of Zn-Ni coatings deposited on panels (rack) and bolts (barrel) at various current densities
The collected data corresponds well to the literature where it was also stated that the hardness depends strongly on the stoichiometric Zn/Ni ratio and not on the grain size of the deposited material [19].
3.2.6 Zinni® 220 – Corrosion Protection
Superior corrosion resistance of gamma phase containing Zn-Ni coatings has already been proven in number of reports in this work therefore only the corrosion behavior of Zinni® 220 plated parts will be presented. Corrosion behavior of parts plated with Zinni® 220 has been tested in a neutral salt spray chamber according to ASTM B-117 both with passivation and with passivation and top coat. As can be seen in figures 23 and 24 after application of sealer all requirements for white and red corrosion for Zn-Ni coatings are easily fulfilled. Only slight white rust is to be seen on the head of the samples after over 1000 h in NSST. Moreover, when heat treatment is applied after the passivation step (with application of Tridur DB passivation) it is possible to achieve up to 500 hours in NSS chamber without any color change and without application of a top coat (see fig. 22).
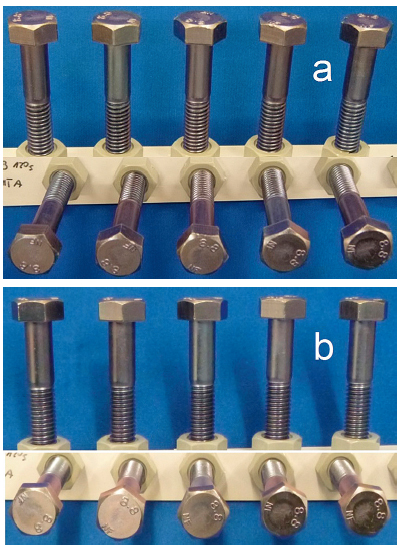
Fig. 22: M10 bolts coated with Zinni® 220 and passivated
with Tridur DB, heat treated (hydrogen de-embrittlement) at
210 °C for 4 hours after passivation; samples before NSS
test (a) and after 504 h in NSS chamber (b); test according to
ASTM B-117
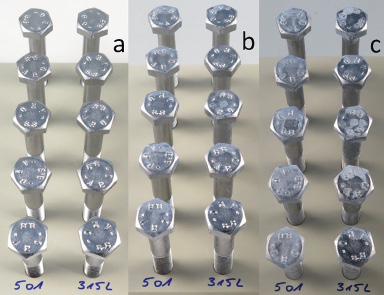
Fig. 23: M10 bolts coated with Zinni® 220, passivated with Tridur DB and sealed with two different sealers (Corrosil® Plus 501 – left and Corrosil® Plus 315L – right); samples before NSS test (a) after 240 h in NSST (b) and after 1055 h in NSST (c); test according to ASTM B-117
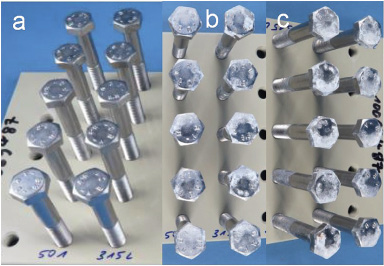
Fig. 24: M8x70 bolts tested according to Cyclic Corrosion Test VDA 233-102; as received (a), after 10 cycles (b), after 15 cycles (c)
The parts were also examined according to Cyclic Corrosion Test VDA 233-102. Also in this case superior corrosion protection has been observed. Figure 24 presents the parts plated with Zinni® 220 passivated with EcoTri HC2 and sealed with Corrosil Plus 501 or Corrosil Plus 315L after 15 cycles showing no red rust.
Adhesion was tested by keeping parts at 300°C for 30 min followed by cooling in water. Coatings deposited using Zinni® 220 process at various current densities have been evaluated. As can be observed in figure 25 no blisters and no delamination of the coating can be observed after the test.

Fig. 25: Parts after adhesion test for coatings deposited from Zinni® 220 at current density of 0.7 A/dm² (a) and 1.2 A/dm2 (b)
4 Conclusion
Zinc nickel coatings deposited from the new acidic Zn-Ni electrolyte Zinni® 220 have been benchmarked to two state-of-the-art acid and alkaline Zn-Ni electrolytes. Evaluation of the morphology, texture and phase structure has proven that in all cases the γ-phase has been preferentially deposited. Evaluation of corrosion protection of the new zinc nickel coatings, passivated and sealed has been tested according to AST M B-117 and Cyclic Corrosion Test VDA 233-102. The adhesion of the zinc nickel coatings on the fasteners was proven by keeping the parts at 300 °C for 30 minutes and then quenching the parts in room temperature water. No blisters and delamination of the coating have been observed. Moreover, the comparison of thickness distribution, layer thickness in low current density areas and current efficiencies between new acid Zn-Ni process and state-of-the-art acid and alkaline Zn-Ni processes has been done. It has been proven that application of the new acid Zn-Ni electrolyte leads to improved coating thickness distribution and increased layer thickness in LCD areas while keeping the typical high efficiency of acidic Zn-Ni electrolytes. It has also been shown that with application of the Zinni® 220 acid Zn-Ni electrolyte for barrel plating it is possible to reduce the plating time up to 30 % and thus improve the productivity as compared to the state-of-the-art alkaline Zn-Ni electrolytes not to mention the state-of-the-art acid Zn-Ni electrolytes. Based on the presented data one can safely say that new generation of acid Zn-Ni electrolyte can replace alkaline electrolytes in barrel applications.
Acknowledgements
I would like to thank Dr. Sebastian Hahn for help with electrochemical measurements and our colleagues from Atotech´s Material Science Department for providing SEM, FIB and XRD data, especially Sebastian Bohn, Craig Bishop, Xiaoting Gu, Ajay Kumar and Ralf Schulz.
Literature
- Jović V.D. et al.: Characterization of electrochemically formed thin layers of binary alloys by linear sweep voltammetry, Journal of Applied Electrochemistry, 18(4)1988, p. 511–520
- Kubitza, I.: Acid zinc-nickel: A new chapter in zinc-nickel plating, Atotech Deutschland GmbH
- Sonntag, B.; Dingwerth, B.; Irving, N.: Investigation of high-performance acid zinc-nickel electrolyte, Metal Finishing, 109(3)2011, p. 24–28
- Sonntag, B. et al.: Zinc-Nickel electroplating – Best suited electrolytes for a diversity of applications, Galavnotechnik 100(7)2009
- Sonntag, B.; Dingwerth, B.; Kelley, B.; Thom, K.: Zinc-Nickel electroplating – Best suited electrolytes for fastener plating, Canadian Finishing and Coating Manufacturing, 11, 2009
- Hall, D.: Electrodeposited zinc-nickel alloy coatings – a review, Plat. Surf. Finish. 70(11)1983, p. 59–65
- Jović V.D. et al.: Identification of intermetallic compounds in electrodeposited copper-cadmium alloys by electrochemical techniques, Electrochimica Acta, 34(8)1989, p. 1093–1102
- Elkhatabi, F. et al.: Electrochemical oxidation of zinc + nickel alloys in ammonium baths, Journal of Electroanalytical Chemistry, 419(1)1996, p. 71–76
- Elkhatabi, F.; Sarret, M.; Müller, C.: Chemical and phase compositions of zinc + nickel alloys determined by stripping techniques, Journal of Electroanalytical Chemistry, 404(1)1996, p. 45–53
- Swathirajan, S.: Potentiodynamic and galvanostatic stripping methods for characterization of alloy electrodeposition process and product, Journal oft he Electrochemical Society, 133(4)1986, p. 671–680
- Conrad, H.A. et al.: Improved corrosion resistant properties of electrochemically deposited zinc-nickel alloys utilizing a borate electrolytic alkaline solution, Surface and Coatings Technology, 272, 2015, p. 50–57
- Müller, C.; Sarret, M.; Benballa, M.: Complexing agents for a Zn-Ni alkaline bath, Journal of Electroanalytical Chemistry, 519(1–2)2002, p. 85–92
- Müller, C.; Sarret, M.; Benballa, M.: Some peculiarities in the codeposition of zinc-nickel alloys, Electrochimic Acta, 46(18)2001, p. 2811–2817
- Elkhatabi, F. et al.: Dependence of coating characteristics on deposition potential for electrodeposited Zn-Ni alloys, Electrochimica Acta, 44(10)1999, p. 1645–1653
- Paatsch, W.: Alkalische und saure Elektrolyte im Vergleich, JOT Journal für Oberflächentechnik, 49(6)2009, p. 50–53
- Benballa, M. et al.: Zinc-nickel codeposition in ammonium baths, Surface and Coatings Technology, 123(1)2000, p. 55–61
- Lin, Y.P.; Selman, J.R.: Electrodeposition of corrosion-resistant Ni-Zn alloy I. cyclic voltammetric study, Journal of the Electrochemical Society, 140(5)1993, p. 1299–1303
- Lin, Y.P.; Selman, J.R.: Electrodeposition of corrosion-resistant Ni-Zn alloy II. electrocrystallization of Zn, Ni, and Ni-Zn alloy, Journal of the Electrochemical Society, 140(5)1993, p. 1304–1311
- Brooks, I.; Erb, U.: Hardness of electrodeposited microcrystalline and nanocrystalline γ-phase Zn-Ni alloys, Scripta matrialica, 44(5)2001, p. 853–858
PDF Version of the article |
Flash Version of the article |
|
| [qrcode] | ||