
 Fig. 14: Points on the bolts plated with various Zn-Ni processes at 0.5 A/dm2 measured using SEM imaging; area of the thread (a), area of the head (b)
Fig. 14: Points on the bolts plated with various Zn-Ni processes at 0.5 A/dm2 measured using SEM imaging; area of the thread (a), area of the head (b)
The demand for Zinc Nickel coatings continuously increases in the automotive industry. Especially interesting are zinc nickel alloys with a nickel incorporation of 12–16 %, due to their high corrosion protection as well as superior wear and heat resistance as compared to pure zinc and other zinc alloy coatings. Despite many advantages of acid Zn-Ni electrolytes there are still some areas of application, like barrel plating or plating of complex-shaped parts, believed to be reserved for alkaline processes. In this paper zinc nickel coatings deposited from ammonium and boric acid-free acid zinc nickel electrolytes, with improved throwing power for rack and barrel applications are investigated. Their corrosion resistance, ductility and hardness will be presented. Moreover, their texture and morphology will be investigated using SEM, XRD and FIB methods. In the end thickness distribution and Ni-incorporation will be presented and compared to alkaline systems.
1 Introduction
All Zn-Ni electroplating processes can be divided into two general groups: alkaline and acidic. Despite many advantages of acidic systems like high current efficiency, high productivity, possibility of plating on cast iron, easier waste water treatment and lower cost, there are still some applications dominated by alkaline electrolytes. This is mainly due to easier maintenance and better thickness distribution of the resulting coatings what predestinates them for plating of complex-shaped and barrel parts.
Increasing quality demands and extended warranty periods are the main drivers for further developments in corrosion protection especially in automotive industry. At the same time the need for increased productivity and cost reduction forces industry to look for new solutions. In this respect improvement of throwing power (thickness distribution) of acid Zn-Ni electrolytes would allow for a reduction of plating times and thus an increase of productivity. More homogenous coatings on the other hand will lead to improvement of corrosion resistance and quality.
Continuous improvement in the field of acidic zinc nickel alloy electrolytes finally led to a process suiting the needs of the automotive industry while being advantageous not only in specific fields of application, but due to its high current efficiency and excellent thickness distribution could be a replacement for alkaline systems. This study will introduce a new Atotech´s acid zinc nickel electrolyte – Zinni® 220 – which opens new areas of application for acid Zn-Ni electrolytes and possibilities to improve quality and productivity. The process will be compared with conventional acid Zn-Ni electrolyte and a state-of-the-art alkaline Zn-Ni process.
2 Experimental
For investigations of zinc nickel coatings, 7 x 7 cm panels or hull cell panels were plated at current densities of 0.7 A/dm2 and 2.5 A/dm2. Moreover, barrel parts (M8x70 fasteners) were coated at current densities from 0.5 to 1.5 A/dm2. Additionally brake calipers were used for cast iron plating comparison.
Zinc nickel coatings were plated from Zinni® 220 and two state-of-the-art zinc nickel electrolytes:
- Zinni® 220 (new generation ammonium and boric acid-free acid zinc nickel plating process)
- 20 g/l zinc, 160 g/l chloride, 25 g/l nickel, 90 ml/l Zinni 226, 5 ml/l Zinni 221, 1 ml/l Zinni 222, 10 ml/l Zinni 224, 90 ml/l Zinni 226 and 4 ml/l Zinni 227
- Conventional alkaline zinc nickel barrel plating process
- 8 g/l zinc, 120 g/l NaOH, 12.5 ml/l nickel source, 100 ml/l complexing agent, 1.5 ml/l brightener
- State-of-the-art ammonium and boric acid-free acid zinc nickel plating process
- 20 g/l zinc, 160 g/l chloride, 25 g/l nickel, 10 ml/l complexing agent, 7,5 ml/l brightener, 20 ml/l grain refiner and 90 ml/l buffer
The plating conditions were set according to the technical data sheets.
All layer thickness and Ni incorporation measurements were done using Fisher´s X-ray fluorescence. The corrosion protection was tested in neutral salt spray test according to ASTM B-117 and according to Cyclic Corrosion Test VDA 233-102. The phase composition of zinc nickel alloy of prepared panels was investigated by X-ray diffraction at Rigaku device with Cu kα radiation, using Bruker EVA software for phase identification and Rietveld refinement for phase quantification. The morphology of the coatings was examined using scanning electron microscopy. Focused ion beam cross-sections using FEI Helios Nanolab 660 Equipment were done to investigate texture of the deposits. Hardness measurements were done at Fisher Picodentor HM500 device with the test force applied at 10.000 mN/20 s.
The electrochemical measurements were performed using Autolab potentiostat from Metrohm in a three-electrode setup with a platinum rod and an Ag/AgCl electrode, as working and reference electrodes, respectively. In order to avoid oxidation of organic additives the counter electrode was encapsulated using a salt bridge. Two kinds of platinum rotating disk electrode (RDE) were used as a working electrode – with PEEK and glass shaft for acid and alkaline electrolytes respectively. The working electrode was conditioned in 0.5 M H2SO4 solution for 15 min prior to each measurement. All scans were done at 35 °C or room temperature, for acidic and alkaline electrolytes, respectively with 10 mV/s scan rate and rotation speed of the RDE of 1000 rpm, when not stated otherwise. The ALSV experiments were done in metal ion free electrolyte (KCl with acetic buffer) at 35 °C to avoid replacement reaction between Zn2+ and Ni2+ as suggested by Jovic and coworkers [1]. All measured potentials are given with respect to the Ag/AgCl electrode.
3 Results and Discussion
3.1 Acid vs Alkaline
As mentioned above the desired γ–phase can be deposited from both acid and alkaline systems. In this section the basic features of coatings deposited from acidic and alkaline Zn-Ni electrolytes will be compared and evaluated. It will be shown that in both cases γ–phase is being formed and no visible differences in morphology and texture can be found for coatings deposited from acid and alkaline electrolytes when X-ray diffraction or focused ion beam techniques are applied. Some more inside about the phase composition could however be given by application of electrochemical techniques.
3.1.1 Gamma Phase Formation
It is nowadays a well-established knowledge that the high cathodic corrosion protection provided by Zn-Ni coatings is a result of a γ-phase formation. Although this is not the only phase which is being formed during Zn-Ni deposition from both alkaline and acid electrolytes, the 12–16 % incorporation of Ni into the coating gives the highest concentration of γ-phase in the deposit and thus the highest corrosion protection [2–5].
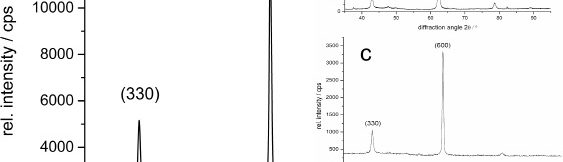
In order to compare the phase structures of coatings deposited from the new acid Zn-Ni to the state-of-the-art acid and alkaline processes X-ray diffraction has been applied.
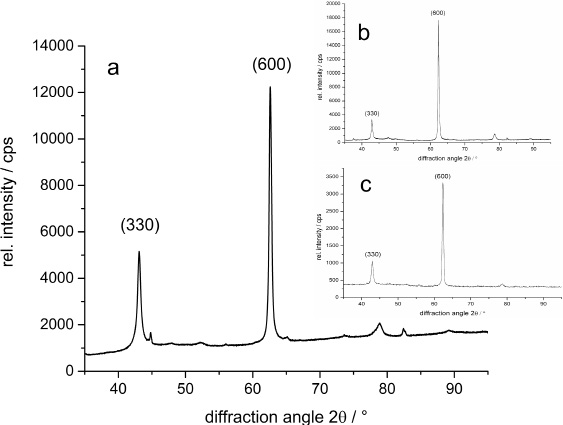
Fig. 1: XRD diffraction pattern of Zinni® 220 (a), state-of-the-art acid Zn-Ni process (b)
and state-of-the-art alkaline Zn-Ni process (c)
As can be visible the X-ray diffraction patterns give no indication about any differences between the phase structures of Zn-Ni coatings plated from different electrolytes. All coatings show dominating γ-phase structure.
In order to confirm these findings anodic linear sweep voltammetry has been employed. According to the literature electrodeposited Zn-Ni alloys contain three main phases: the α-phase which is a solid solution of zinc in nickel with an equilibrium solubility of about 30 % Zn; the γ-phase which is an intermediate phase with a composition Ni5Zn21; and the η-phase which is a solid solution of nickel in zinc with less than 1 % nickel. The β-(Ni-Zn) and δ-(Ni3Zn22) phases have not been readily obtained by electrodeposition [6]. In order to simulate real plating conditions ca. 2 µm thick Zn-Ni layers were galvanostatically deposited onto Pt electrode in the first step. The applied current density was between 0.1 and 2.5 A/dm2 and the temperature was kept at 35 °C and at RT for acid and alkaline electrolytes respectively. In order to assure proper electrolyte convection the rotation speed of the electrode was set to 1000 revolutions per minute (rpm). In the following step deposited layers have been dissolved using ALSV in metal ion and organic free basic electrolyte, what according to Jovic and coworkers should help avoid a replacement reaction [7]. All other conditions were set according to the appropriate technical data sheets. Figure 2 shows a typical plot obtained for an anodic dissolution of Zn-Ni layers deposited using Zinni® 220 at 0.7 A/dm2. One can distinguish 4 peaks on the plot which can be attributed to Zn dissolution from different Zn-Ni phases. Although, in the literature, researchers still argue about the details of the assignment of the peaks to the specific phases, the fact that the Zn preferential dissolution in the peak regions takes place rather than the homogenous alloy dissolution is commonly accepted [8]. Based on the majority of opinions assignment of peaks recorded in figure 2 can be done as follows [9, 10]:
- peak (a) at –800 to 850 mV can be attributed to the Zn dissolution from η and γ-phases
- peak (b) at –700 mV corresponds to the α-phase
- peak (c) at –550 mV relates to the γ-phase
- peak (d) at –330 mV originates from the porous Ni matrix left after the complete Zn dissolution from the deposited alloy
In figure 2 peak (c) which is assigned to the γ-phase clearly dominates. Peak (a) and (b) corresponding to the η and α-phase respectively are much less pronounced and appear as shoulders. However, peak (a), at least partially, can also be attributed to Zn dissolution from the porous γ1-phase, which is a less dense γ-phase and can be transformed into γ-phase during oxidation. The peak (d) representing oxidation of the porous Ni matrix, left after preferred Zn dissolution from the alloy, appears in the most anodic potential. Moreover, it was also reported that the shape of peak (b) results partially from a phase transition γ → α due to preferential Zn-dissolution [8–10]. Some researchers claim that in some cases even up to 44 % of the γ-phase can be transformed in this way [10].

Fig. 2: ALSV of galvanostatically deposited Zn-Ni coating.
Deposition was done from Zinni® 220 electrolyte with
0.7 A/dm2 at 35 °C with rotation speed of the RDE of
1000 rpm. The ALSV was done in metal ion free electrolyte
at 35 °C with 1000 rpm and potential scan rate of 10 mV/s.
Letters describe various phases to be identified on the plot:
(a) – η and γ-phase, (b) – α-phase, (c) – γ-phase, (d) – porous
Ni matrix
As a result, it can be safely said that the Zn-Ni layers deposited from Zinni® 220 bath under standard conditions consists mainly of the γ-phase as confirmed previously by XRD. Unfortunately existence of η-phase could not be resolved by XRD. Most probable reason is the low amount of this phase in the deposited layer, which was also reported by Elkhatabi et al. [9].
Although X-ray diffraction points out the γ-phase as the main phase for coatings deposited from all kinds of electrolytes electrochemical study resolves other phases as well. In figure 3 anodic stripping of layers deposited from Zinni® 220, the state-of-the-art acid Zn-Ni process and the state-of-the-art alkaline Zn-Ni process at 0.7 A/dm2 is presented. As can be noticed the oxidation of porous Ni matrix appears at about –330 mV for all layers. Position of zinc dissolution peaks differs however slightly for deposited layers.

Fig. 3: ALSV of galvanostatically deposited Zn-Ni coating.
Deposition was done from Zinni® 220, conventional alkaline
Zn-Ni and conventional acid Zn-Ni electrolytes with
0.7 A/dm2 at 35 °C and RT for acidic and alkaline electrolytes
respectively, with rotation speed of the RDE of
1000 rpm. The ALSV was done in metal ion free electrolyte
at 35 °C with 1000 rpm and potential scan rate of 10 mV/s
The main Zn dissolution peak at –550 mV indicates in all cases existence of dominating γ-phase. Moreover, the well visible shoulder at –750 mV corroborates to the Zn dissolution from the α-phase. Different sizes of plotted peaks indicate differences in current efficiency for all three processes. Especially the poorly developed peak of conventional acid Zn-Ni process shows its low performance when electrolytes with low metal ion concentration are used. Calculated values confirm this observation. The current efficiency for deposition at 0.7 A/dm2 yielded for Zinni® 220, the state-of-the-art acid Zn-Ni process and the state-of-the-art alkaline Zn-Ni process were calculated to be 74 %, 30 % and 91 %, respectively (see table 7). The relation of relatively low efficiency of acidic electrolytes to a low metal ion and chloride content in the electrolyte will be addressed in more detail in section 3.2.3. High current efficiency of alkaline electrolyte on the other hand can be explained by low current density applied and use of fresh electrolyte for the measurement (low carbonate content and low amount of decomposition products of organic additives). The influence of different parameters on current efficiency will be presented in section 3.2.3.
3.1.2 Morphology
Electrochemical measurements as well as X-ray diffraction both confirmed that the γ-phase is the dominating one during deposition of Zn-Ni coatings from both acid and alkaline electrolytes. It has however been mentioned that some other phases can also be co-deposited in small amounts during the process. These of course could be reflected in the morphology and texture of the deposited coating and influence its behavior as sacrificial corrosion protection [8–10, 13]. Moreover, rather large differences in cathodic current efficiencies during deposition from acidic and alkaline electrolytes could also influence appearance of the γ-phase [14] and layer formation as reported by Paatsch [15] and thus the morphology and texture of the coating. In this respect scanning electron microscopy and focused ion beam techniques have been applied in order to assess the differences in morphology and texture of coatings deposited from acid and alkaline solutions.
In order to compare the morphology of the new Zinni® 220 to other processes SEM imaging of the rack parts (7×7 cm panels) coated, using various Zn-Ni processes, with current densities of 0.7 and 2.5 A/dm2 have been compared at magnification of 10 000 times. The results are presented in figures 4, 5 and 6. All coatings demonstrate globular morphology. Moreover, application of lower current densities gives coatings with larger grains and higher roughness. Situation is similar for all compared processes and no obvious difference can be seen between coatings deposited from various plating solutions. Different scale on figure 6 doesn´t influences this general trend. Figures 4, 5 and 6 present layers deposited from a state-of-the-art alkaline Zn-Ni, a state-of-the-art acid Zn-Ni and Zinni® 220 processes respectively. All samples were prepared at conditions presented above according to the technical data sheets. It needs however to be mentioned that except for current density there are many factors which additionally can influence the grain size of deposited coatings like: temperature, the amount of brightener additive, pH of the plating solution etc.

Fig. 4: Scanning electron micrographs of the Zn-Ni coatings
deposited from state-of-the-art alkaline Zn-Ni electrolyte at
2.5 A/dm2 (left) and 0.7 A/dm2 (right)

Fig. 5: Scanning electron micrographs of the Zn-Ni coatings
deposited from state-of-the-art acid Zn-Ni electrolyte at
2.5 A/dm2 (left) and 0.7 A/dm2 (right)

Fig. 6: Scanning electron micrographs of the Zn-Ni coatings
deposited from Zinni® 220 (acid Zn-Ni electrolyte) at
2.5 A/dm2 (left) and 0.7 A/dm2 (right)
3.1.3 Texture
FIB cross section has been performed in order to compare texture of the plated coatings. Figure 7 (a), (b) and (c) shows texture of the coatings deposited from the same acid and alkaline Zn-Ni processes (conventional alkaline Zn-Ni, conventional acid Zn-Ni and Zinni® 220 respectively). All zinc nickel coatings show a field oriented texture with a preferred columnar growth. No significant difference between the coatings can be seen. The cracks visible on the images of both coatings deposited from acid Zn-Ni electrolytes result from the samples preparation (much thinner substrate as in case of samples coated with alkaline electrolyte) and are not a typical feature of acid Zn-Ni coatings.

Fig. 7: Cross-section of Zn-Ni coatings deposited on 5×5
panel (a) and hull cell panels (b, c) using conventional alkaline
Zn-Ni process (a), conventional acid Zn-Ni process (b)
and Zinni® 220 – new acid Zn-Ni process (c) and prepared
using focus ion beam
3.2 Comparison of the Performance of Zinni® 220 to other Acid and Alkaline Electrolytes
In this section the most important features like plating speed, thickness distribution, Ni incorporation etc. of Zinni® 220 will be presented and compared to the conventional acid Zn-Ni electrolyte and to the conventional alkaline Zn-Ni electrolyte.
3.2.1 Plating Speed and Thickness Distribution on Rack Parts
Since the rack plating is not the main domain of alkaline processes the comparison of the plating speed and thickness distribution of the coatings deposited from acidic and alkaline electrolytes was done using a standard 250 ml hull cell. In each case the current was set to 1 ampere and the plating time was 15 minutes. In case of alkaline electrolyte mild steel anode and in case of acidic electrolytes nickel anode was used. All other parameters (temp., agitation, pH, Zn/Ni ratio etc.) were set according to the technical data sheet. After plating hull cell panels were removed from the solution, rinsed with water and dried with compressed air. Afterwards Ni incorporation and layer thickness were measured using XRF at 10 points along the panel, where the first point is placed 1 cm from the high current density (HCD) edge of the panel and other points are laying in line and are separated by 1 cm. The last point is placed 2 mm from the low current density (LCD) edge of the panel. Figure 8 shows a typical hull cell panel plated with Zinni® 220 with marked measurement points. Based on the collected data a comparison between various systems can be done as presented in tables 1 and 2 and figures 9 and 10.

Fig. 8: Typical hull cell panel plated with Zinni® 220 electrolytes with marked measurement points. The first point starts 1 cm from the HCD border of the hull cell panel and the following points are separated by the distance of 1 cm from each other. The last point 9.8 is placed 2 mm from LCD border of the hull cell panel

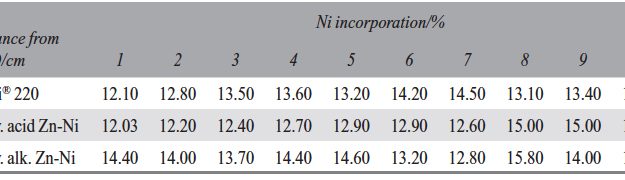
Tab. 1: Comparison of thickness distribution on hull cell panels coated using various Zn-Ni processes measured via XRF

Tab. 2: Comparison of Ni incorporation on hull cell panels coated using various Zn-Ni processes measured via XRF
As can be observed in figure 9 (a) and (b) thickness distribution of alkaline process is still better than of acid electrolytes. It is however important to mention that the thickness in very low current densities is about 50 % better in case of Zinni® 220 than other electrolytes. The total thickness distribution is also improved as compared to state-of-the-art acid Zn-Ni. Figure 9 (b) shows magnification of the LCD area presented in figure 9 (a).

Fig. 9a

Fig. 9: Comparison of thickness distribution of Zn-Ni coatings plated on hull cell panels with Zinni® 220, conventional acid Zn-Ni and conventional alkaline Zn-Ni (a); magnification of LCD area of the graph (b)
As can be seen in figure 10 the Ni distribution is in all cases in the range (between 12 and 16 %) and varies not much with current density. Worth noticing is the fact that for both coatings deposited from acidic electrolytes Ni content decreases slightly with increasing current density. An opposite behavior can be observed for alkaline electrolytes. This observation was also reported elsewhere [12].

Fig. 10: Comparison of Ni distribution in coatings deposited
on hull cell panels with Zinni® 220, conventional acid
Zn-Ni and conventional alkaline Zn-Ni
Since one of the main areas of applications of acid Zn-Ni processes is coating of cast iron parts a comparison of thickness distribution of Zn-Ni coatings deposited on brake calipers using Zinni® 220 and the state-of-the-art acid Zn-Ni process has been made. As can be seen in figure 11 layer thickness in LCD area is about 30 % higher when using Zinni® 220 process at the same plating conditions as compared to state-of-the-art acid Zn-Ni process (8.7 µm vs. 5.5 µm respectively).

Fig. 11: Comparison of thickness of Zn-Ni coatings plated
on brake calipers using Zinni® 220 and conventional acid
Zn-Ni electrolyte. Plating conditions: 2.5 ASD, 60 min. pH
= 5.4, temp.= 35 °C
3.2.2 Plating Speed and Thickness Distribution on Barrel Parts
As mentioned already the main application area of alkaline Zn-Ni processes is barrel plating (fasteners) and plating of complex shaped parts like e. g. clamps. In order to present the advantages of the new acid Zn-Ni process M8 x 70 hexagon socket bolts were plated in a barrel using acid and alkaline Zn-Ni processes. The plating time and current density were in each case the same. The example of the plated bolt is presented in figure 12 where the measuring points have been marked. XRF data of measured coating thicknesses and Ni incorporations are collected in tables 3 and 4 and plotted in figure 13.

Fig. 12: Example of bolts plated for comparison of thickness
distribution and Ni incorporation in coatings deposited
with acidic and alkaline Zn-Ni processes. Measuring points,
presented with arrows, were: vlcd – very low current density
area, lcd – low current density area, hcd – high current
density area

Fig. 13: Graphical representation of coating thicknesses
shown in table 4 for current densities of 0.7 ASD

Tab. 3: Layer thicknesses and Ni incorporations measured at various
points on the bolts coated at 1 A/dm2

Tab. 4: Layer thicknesses and Ni incorporations measured at various points on the bolts coated at 0.7 A/dm2
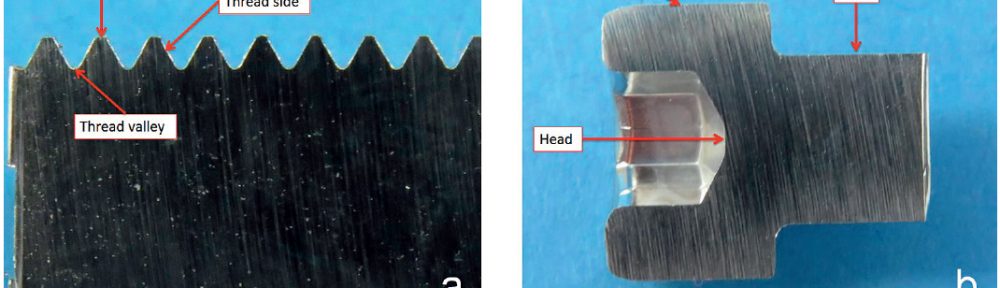
In order to investigate the thicknesses of deposited coatings in more detail bolts coated with various Zn-Ni processes at 0.5 A/dm2 were cut and the respective thicknesses were measured using SEM imaging (not presented here). The points of evaluation are presented in figure 14 (a) and (b). The respective measurement data are collected in table. 5.

Fig. 14: Points on the bolts plated with various Zn-Ni processes at 0.5 A/dm2 measured using SEM imaging; area of the thread (a), area of the head (b)

Tab. 5: Comparison of thickness of Zn-Ni coating deposited from various electrolytes at 0.5 A/dm2 at different points on a bolt as presented in figure 14
Comparing presented data it is clearly vivible the the plating speed of the new acid Zn-Ni electrolyte is much higher in LCD area than of alkaline electrolyte. Moreover, the layer thickness in HCD area for Zinni® 220 and the state-of-the-art alkaline Zn-Ni process is very similar and thus the layer thickness distribution of Zinni® 220 is visibly better than of the state-of-the-art alkaline Zn-Ni process. The situation repeats and is even more pronounced when higher current densities are applied for layer deposition (1 ASD). In the same time both thickness distribution and coating thickness in LCD for the state-of-the-art acid Zn-Ni process are worse than for other compared processes.
-will be continued-
PDF Version of the article |
Flash Version of the article |
|
| [qrcode] | ||