
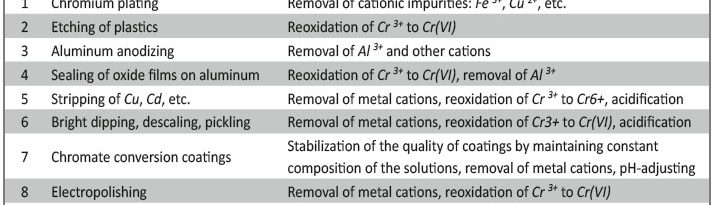
 Tab. 1: Applications of electrochemical processes for the regeneration of chromate-based solutions
Tab. 1: Applications of electrochemical processes for the regeneration of chromate-based solutions
Immersed electrochemical module (IEM) is an electrochemical half-cell with one or two ion-exchange membranes and an inner electrode. IEM is immersed directly into a tank with a process solution in order to produce certain changes in its composition, for example, to recover nickel ions from spent electroless nickel plating solutions. Another area of application is to maintain the stable composition of process solutions such as various etchants used in the manufacture of PCBs, stripping and passivating solutions based on chromic acid and its salts. Stabilizing is achieved by anodic regeneration of an oxidant (chromate, ferric, cupric or persulfate ions) which are consumed in the course of the operation of the solution, by removing accumulating reaction products (various metal ions) and maintaining desirable pH value in the process solution. Continuous operation of such modules allows to eliminate periodic dumping and to reduce considerably consumption of chemicals used for replenishments. IEMs are used in many plating shops for continuous regeneration of chromate-based zinc passivating solutions. Another area of application of IMF is a continuous purification of water in reclaim tanks which allows to reduce the consumption of fresh water for rinsing and the amount of waste water. Metals such as zinc, copper, cadmium and tin are recovered from reclaim tanks equipped with IEMs and are usually returned into plating tanks. Nickel metal is utilized in some other way. Chromic acid which is recovered from reclaim tanks with IEMs contains no cationic impurities. It is returned into chromium plating or passivating process solutions. The operation of IEMs in reclaim tanks after chromium plating, anodizing or passivating in chromate-containing solutions allows to reduce the consumption of chemicals and the amount of waste. Installation of IEM does not need any additional floor space, pipe lines, etc. They are especially effective in chromating tanks and small-scale cadmium plating lines, where their use can solve problems related with the environment protection. IEMs are used in Russia in many captive plating shops.
1 Chromium plating baths and other chromate-based solutions [1, 2]
1.1 Theoretical principles. Major reactions in chromate-based solutions
Chromate-based solutions have different applications in the plating industry (Tab. 1, 2). In the processes 1, 3 and 8 chromate-containing solutions are subjected to electrolysis and in the processes 2, 4, 5, 6 and 7 hexavalent chromium reacts chemically as an oxidant with the surface of parts which are treated in the solution. The only exception is the process 4, where the surface of aluminum has been already oxidized in the previous stage.
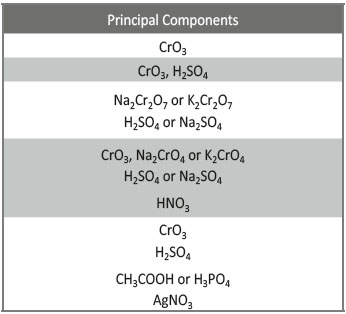
Tab. 2: Principal components of chromate-based solutions

Tab. 1: Applications of electrochemical processes for the regeneration of chromate-based solutions
Oxidation is a major chemical reaction of the material of any surface , when it is brought in contact with any chromate-containing solution. Chromate ions which take part in this reaction are reduced to trivalent chromium. For example, during the chromate treatment of zinc-plated parts zinc is oxidized and chromate is reduced to trivalent chromium:
Equation 1: 3 Zn + 2 CrO42- + 6 H+ = 3 Zn2+ + 2 Cr3+ + 8 H2O
Oxidized material either passes completely into the solution (descaling, stripping) or is partially incorporated into the film formed on the surface (conversion coatings). Reduction of chromate into trivalent chromium takes also place in the process of etching of plastics and is one of cathodic reactions in chromium plating, electropolishing and anodizing of aluminum. All these processes result in the built-up of trivalent chromium ions and stripped metal ions like zinc, cadmium, copper, etc. in the process solutions.
Normal operation of any chromate-based solution depends on its redox-potential, E, which is expressed for the reaction (1) by the following equation:
Equation 2
Here Eº is the standard redox potential of the solution,
R is the universal gas constant,
T is the absolute temperature,
F is Faraday’s number,
C1, C2 and C3 are the concentrations of chromate, hydrogen and trivalent chromium ions.
It follows from the reaction (1) that E value is especially sensitive to the concentration of hydrogen ions, i.e. to the pH value. If no chemicals are added to the solution in the course of its operation, the redox potential and the quality of the chromate treatment would gradually change. Periodic additions of chromate and an acid can compensate the growth of trivalent chromium concentration and prevent E decrease. However we know from the industrial experience that the operation at increasing concentrations of all solution components has to be stopped finally. For example, for zinc chromate treatment the operation is usually stopped and the solution is dumped, when the concentration of zinc ions reaches 10 to 20 g/l.
Similar behavior is observed in other chromate-based solutions operating without passing electric current. The built-up of trivalent chromium is observed also in chromium plating, electropolishing and aluminum anodizing solutions. Here it is caused by cathodic reduction of chromate and can be controlled usually by proper choice of cathode-to-anode surface ratio. However the built-up of iron in chromium or electropolishing baths as well as the built-up of aluminum ions in anodizing solutions may be the reason for solutions dumping.
1.2 Regeneration as a combination of the electrochemical reaction and the ionic transport through ion-exchange membranes It is obvious that a conversion of trivalent chromium into hexavalent one can be easily performed by the anodic oxidation:
Equation 3: Cr3+ + 8 H2O = CrO42- + 8 H+ + 3e–
It is very important that the reaction (3) ensures simultaneous regeneration of both the chromate and the acid just in quantities equivalent to the consumption of these solution components in the reaction (1).
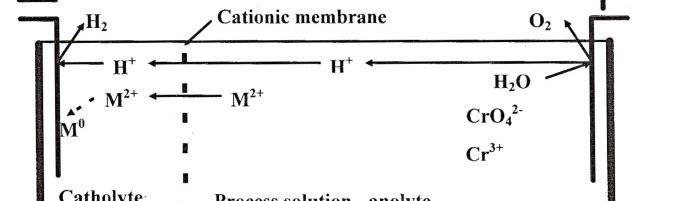
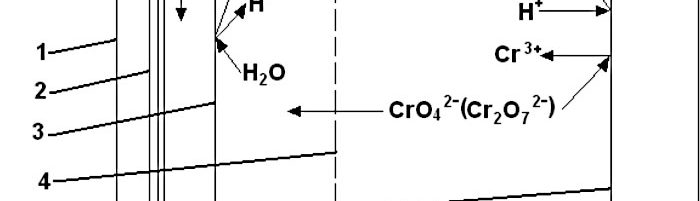
Various metal ions, such as zinc, iron, cadmium, copper, aluminum, etc. are other products of the reaction (1) built up in the chromate solutions. It is impossible to convert them back into metal state directly in the chromate solution, since chromate ions will be reduced at the cathode and no metal will be deposited on it, if the cathode is placed into the chromate solution. Therefore the solution to be regenerated is contained in the anode compartment of an electrolytic cell and the metal cations are transferred into the cathode compartment through a cationexchange membrane which separates the anode and the cathode compartments (Fig. 1).

Fig. 1: Two-chamber cell with cation-exchange membrane used for the regeneration of zinc passivating solutions. Cation-exchange membrane is installed into the front-wall of the IMF which is immersed into the process tank
The behavior of zinc ions in the cathode compartment depends on the solution pH: at higher pH zinc is deposited at the cathode and at lower values (below 1) zinc is accumulated in the catholyte as zinc sulfate. It is especially convenient in the regeneration of silver-containing black zinc-chromate bath. All silver ions transferred into the cathode compartment are discharged at the catrode as silver sponge which is periodically dissolved in nitric acid and returned back into the anolyte, i.e. into the chromate solution. Therefore there are no loss of silver.
Since all kinds of cations will be transferred from the anode compartment into the cathode compartment, they, of course, include trivalent chromium which still have not been oxidized at the anode. So, the catholyte will accumulate not only those metal ions which should be removed from the chromate solution, such as zinc, copper, etc., but also some part of trivalent chromium. There are several ways to prevent the loss of trivalent chromium and to ensure their complete reoxidation into chromate. One of them is illustrated in Figure 2.

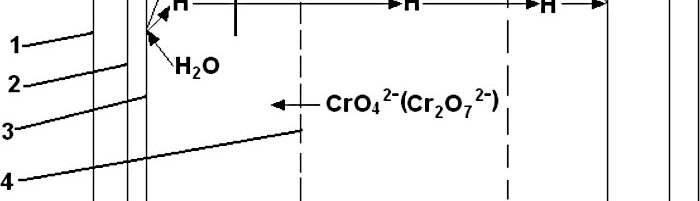
Fig. 2: Three-compartment cell for the regeneration of zinc-chromate solutions. Two IEMs may be installed into the process tank. 1. Process tank, 2. Anode compartment (anodic IEM), 3. Intermediate compartment, 4. Cathode compartment (cathodic IEM), 5. Rectifyer
The chromate solution is treated first in the anode compartment of a three-compartment cell. The anode compartment is separated from the intermediate one by an anion-exchange membrane which prevents the electrolytic transfer of any cations from the anolyte into the intermediate compartment and into the catholyte. When trivalent chromium is completely oxidized at the anode, the solution is transferred into the intermediate compartment separated from the cathode compartment by a cation-exchange membrane. Now all metal cations (e. g. zinc) can pass into the cathode compartment. Simultaneously chromate and other anions (e.g. sulfate) are transferred into the anolyte, where the regenerated solution is accumulated.
1.3 Behavior of other solution components
1.3.1 Hydrogen ions
The electrolytic transfer of hydrogen ions through the cation-exchange membrane is obviously undesirable since it reduces the transport number of other cations competing with hydrogen ones. In general the transport number of any ion species depend on the product of its mobility and its concentration divided by the sum of similar products for all ionic species contained in a particular solution:

Figure 4
Here ti is the transport number of a partcular ion species, ci, ui and zi are their molar concentrations, mobilities and charge numbers respectively, It follows from the Equation 4 that all chromate-based solutions may be classified on the basis of the concentration of free acid:
- (A) Low acidity;
- (B) High acidity.
A majority of chromate-based solutions belong to (A)-type and a typical examples of (A)-type are zinc and cadmium passivating solutions. Therefore the specific energy consumption for the removal of zinc or cadmium from a passivating solution will be lower than that for the removal of metal ions from solutions with high acidity. However, if the upper limit for the built-up of these ions is high enough, it will increase proportionally and will, at least partially, compensate high concentration of hydrogen ions.
Regeneration of a conventional chrome plating solution containing iron ions is an example of a process with very low efficiency since for the concentrations of iron (1 to 10 g/l) and chromic acid (250 g/l) molar concentrations ratio is rather low, and taking into account the difference in their mobilities, we should expect very low value of the transport number of iron ions. The cell used for the removal of iron is similar to that shown in Figure 1 [3].
Therefore it may turn out more economical to recover pure chromic acid from a contaminated solution by the electrolytic transfer of chromate ions from the contaminated solution into the anode compartment through an anion-exchange membrane using a cell shown in Figure 3.

Fig. 3: Three-compartment cell for the recovery of pure chromic acid from the solution contaminated with iron and other cationic impurities. 1, threechamber cell which consists of a process tank (1), cathodic IEM with cationexchange membrane (5), and anodic IEM with anion-exchange membrane (3); leadanode (2); cathode (4).
2 Industrial experience
2.1 Passivating of zinc
An interesting example is the regeneration of so-called “blackzinc chromating solution” which is rather expensive, since it contains silver nitrate as an additive. The regeneration process was implemented first on industrial scale in 1993 at “Assmus Metallveredelung” plating shop near Frankfurt (Germany). A couple of years later regeneration of similar solution was implemented at “Gatto Industrial Platers” in Chicago.
Electrochemical regeneration reduces sharply the costs related with making up fresh solutions, costs of replenishments and waste treatment. Practically 100% of silver is circulating in a closed loop, since silver powder deposited at the cathode is dissolved in nitric acid and is returned back into the process tank.
Conventional zinc passivating solutions (yellow, blue, etc.) are being regenerated successfully at tens of plating shops in Russia. The implementation started on large scale in the course of 90ties.
Zinc ions transferred into the cathode compartment can be removed from the catholyte in the form of metal deposited at the cathode (if pH of the catholyte is high enough) or they are accumulated there as zinc sulfate (if pH of the catholyte is maintained below 1). Practically all shops prefer not to have dealt with the removal of dendrites which can destroy the membrane and therefore maintain low pH in the catholyte.
2.2 Passivating of cadmium
Regeneration of cadmium passivating solutions is running in a number of shops in Russia and principally proceeds similarly to the regeneration of zinc passivating solutions. Same solution is used at some shops for both zinc and cadmium.
2.3 Regeneration of cadmium stripping solution
Ammonium nitrate stripping solution is successfully regenerated in a tank with immersed electrochemical module. Interesting feature of the process is a continuous bubbling of hydrogen gas evolved at the cathode and containing ammoniac through the acid anolyte. This process helps to maintain desirable pH in the anolyte.
2.4 Chromate treatment of copper and its alloys
The process is used for about ten years at several shops in ship-building industry and in the manufacture of refrigerators. It is one of most efficient economically, since the solution contains usually only chromic and sulfuric acids. Therefore cheap lead anodes which show highest current efficiency can be used. Copper ions transferred through the membrane are discharged at the cathode and form copper deposit.
2.5 Processes with restricted
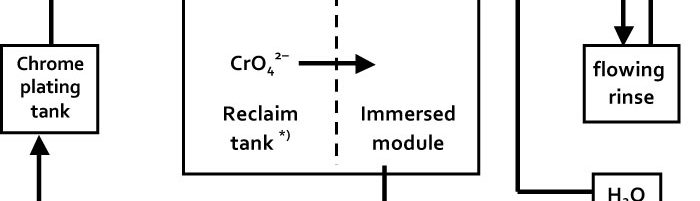
concentration of sulfate ions in the chromate-based solutions [3] Sulfuric acid or acidified sulfate solutions are usually used as the catholyte in the majority of the electrochemical regeneration processes. However there are a number of chromate-based solutions with rerstricted concentration of sulfate ions. An example of such process is the recovery of chromic acid free of all cationic impurities, including iron, from reclaim tanks installed in chromium plating lines. The process is performed using membrane half-cells immersed into the reclaim tanks. It exists in two versions:
Reclaim tank with a single (anodic) immersed electrochemical module (Fig. 4, 5)

Fig. 4: Reclaim tank with an immersed electrochemical module. 1, Reclaim tank; 2, Immersed anodic module; 3, Anode; 4, Anionic membrane; 5, Cathode.

Fig. 5: Flowsheet diagram for reclaim tank with immersed electrochemical module
Reclaim tank with 2 modules (cathodic and anodic) (Fig. 6).

Fig. 6: Reclaim tank with 2 modules (cathodic and anodic) 1, Reclaim tank; 2, Anodic module; 3, Anode; 4, Anionic membrane; 5, Cationic membrane; 6, Cathode; 7, Cathodic module
Both versions have their advantages and disadvantages. Version (1) is cheaper, consumes by 50% less energy and reduces the input of chromates into the next rinsing tanks more effectively due to lower voltage and the cathodic reduction of those chromate ions which had not passed through the membrane into the anolyte.
Version (2) can, in principle, recycle 100% of chromic acid brought with plated parts into the reclaim tank, whereas in the version (1) only about 50% is recycled and the rest of chromic acid in the reclaim tank is reduced at the cathode to trivalent chromium.
At present time several tens of chromium plating shops in Russia are successfully using version (1) and quite recently few of them have started to use version (2).
2.6 Other processes
2.6.1 Recovery of nickel from spent electroless nickel plating solutions [4-6]
Two IEMs are placed on both sides of a stainless steel cathode. Since platinized anodes are not stable in the presence of the components of the process solution, leas anodes are used and an additional cation-exchange membranes are installed into the IEMs. Anode compartment and an intermediate compartment (between two membranes) contain sulfuric acid solution.
2.6.2 Recovery of copper, zinc and cadmium from reclaim tanks after plating from cyanide solutions [7, 8]
Metal is deposited as sponge on the cathode installed in the reclaim tank and cyanide is partially oxidized at the anode which is located parallel to the cathode. IEM with cation-exchange membrane is located at the opposite side of the anode. Ions of alkaline metal (usually potassium) are accumulated in the IEM, and periodically alkaline catholite is transferred into the plating tank. Cathodes are also placed periodically into the plating tank to strip metal sponge.
2.6.3 Zinc plating from zincate baths [9]
The process is similar to that in cyanide plating lines.
2.6.4 Plating lines with sulfate-based acid plating solutions [10, 11]
Copper, zinc, cadmium, nickel are recovered from reclaim tanks as metal deposits. Since nickel baths and some acid zinc baths contain chloride ions platinized anodes are used in these cases instead of lead ones and cation-exchange membranes are installed into the IEMs. In other cases anonexchange membranes are used and sulfuric acid is periodically added from the IEM into the plating tanks.
Conclusions
- Both economical and environmental considerations are in favor of wide-range implementation of electrochemical regeneration of all chromate-based solutions used in the plating industry.
- Regeneration ensures better control of the quality of any chromate process solution.
- Equipment used for the regeneration is not expensive and electric energy consumption is low.
- The use of IEMs in reclaim tanks installed in various plating lines improves the conditions for environment protection and resources saving.
References
- S.S. Kruglikov, Proc. AESF SUR/FIN’98 Conf. Minneapolis, USA, June 22-25 1998, p. 733-738.
- S.S. Kruglikov, Electroplating and Surface Treatment (Russ.), (2007), v.15, No 2, p. 62-65.
- S.S. Kruglikov, N.S.Kolotovkina, ibid., (2013) v. 21, No 3, p. 63-66.
- S.S. Kruglikov, Kazakova K.V.,Pleshivtseva A.M., ibid., (2008), v. 16, No 3, p. 35-40.
- S.S. Kruglikov, A.A. Chernik, ibid.,(2010), v. 18, No 1, p. 35-36.
- S.S. Kruglikov, N.E.Nekrasova, E.S.Kruglikova, H.A. Nevmyatullina, ibid, (2014) v. 22, No 3, p. 57-58.
- S.S. Kruglikov, D.Yu. Turaev, E.S. Kruglikova, Proc.AESF SUR/FIN’2001, Nashville, June 25-28, p. 292-298.
- S.S. Kruglikov, V.I. Sirotkin, M.A.Vorobjova, B.M.Togusov, Electroplating and Surface Treatment (Russ.), (2009), v.17, No 4, p. 48-50.
- S.S. Kruglikov, V.I. Kolmakov, E.S. Kruglikova, N.E. Nekrasova SUR/FIN Asia-Pacific, December 4-7, 2012, Singapore, Abstracts of papers.
- S.S. Kruglikov, L.I.Kochergina, L.N.Belkina, O.A.Yashina, Electroplating and Surface Treatment, (Russ.), (2005), v. 13, No 1, p. 69
- S.S. Kruglikov, V.N. Kudryavtsev, D.Yu. Turaev, Proc. AESF/EPA Conf. for Environmental Process Excellence, 2004, p. 171-178.
PDF Version of the article |
Flash Version of the article |
|
| [qrcode] | ||