
In the present investigation we have galvanostatically synthesized Co-Ni nanocrystalline alloys on copper substrate. The effect of current density (c.d.) on composition, surface morphology and phase structure were studied for explaining the magnetic and corrosion resistance of the alloy. The bath found to exhibit the preferential deposition of less noble Co than Ni, and at no conditions of c.d., the deposition has changed from anomalous to normal type. Surface morphology and structural characteristics of the deposits were examined using scanning electron microscopy (SEM) and X-ray diffraction (XRD) analysis. As composition of the alloy varied, consequent to the c.d. a change of hexagonal close packing structure (hcp) to face centered cubic structure (fcc) was observed. Finally, the conditions responsible for peak magnetic property and corrosion resistance were optimized. Factors responsible for improved functional properties were explained in terms of surface morphology and crystalline grain size of the coatings.
1. Introduction
Iron group alloys are used in a great diversity of applications such as aerospace, energy generation and corrosion protection and for an environment where materials have to withstand high temperatures and oxidizing conditions [1]. Among these, Co-Ni alloy has been gaining popularity because of its improved functional properties, like magnetic, electro catalysis (in hydrometallurgy) and corrosion resistance [2, 3]. Co-Ni alloys can be fabricated in several methods such as physical vapor deposition (PVC) and chemical vapor deposition (CVD), smelting and electrodeposition. Since electrodeposition is the simplest, reliable, reproducible and allows the production of thin layer of metallic alloys at less cost, they are the obvious alternative for expensive physical vapor deposition (PVC) and chemical vapor deposition (CVD) [4]. For protective coatings, the electrodeposition approach has additional advantages involving enhanced control of alloy composition and coating thickness. The functional properties of electrodeposited Co-Ni alloys depend greatly on their composition, which should be strongly affected by deposition parameters. The investigations on the electrodeposited Co-Ni alloys have shown that their microstructure and properties were found to depend strongly on the Co content, which can be controlled by the experimental parameters [5]. The effects of plating parameters on the composition and morphology of Co-Ni deposits were compared in many literatures [6]. These alloys commonly consist of different phase structures including compounds of inter-metallic components and they exhibit unique properties. The electrodeposited fcc Co-Ni alloys were found to be used as recorder head materials in computer hard drives and in surface finishing industries for items such as printed circuit boards, wear resistant coating, corrosion resistance layers, electroformed laser mirrors and decorative coating etc [7].
Thus substantial amount of work have already been carried out while studying the effect of plating parameters on the composition and morphology of Co-Ni alloys [8, 9] as well as their catalytic behavior [10] and magnetic properties [11, 12]. The magnetic properties of the Co-Ni alloys have demonstrated to be sensitive to the composition and microstructure of the coatings. Therefore, control over the composition and structure of the coatings is the key factor in deciding their wide applications. Generally, c.d. greatly affects the properties of coatings in terms of their Co content. Further, the investigation on electrodeposited Co-Ni alloys has proved that their microstructure and properties depend strongly on their Co content [13, 5]. Thus the composition of Co-Ni alloys, and hence its properties such as brightness, magnetic property, corrosion resistance etc can be regulated appropriately by choosing the bath composition and parameters such as c.d., temperature, pH.
The present paper discusses the experimental study of electrodeposition of Co-Ni alloys from sulphate bath on copper. The objective of the work is to investigate how the composition and macroscopic properties of deposits are determined by the concentration of cobalt and nickel ions in the deposit, and c.d. Attempts have been made to relate the effect of deposition c.d. on composition, phase structure, corrosion and magnetic behavior of the coatings.
2. Materials and Methods
Plating solutions were prepared from reagent grade chemicals and distilled water. All depositions were carried out at 303K. Commercial copper sheets of 50 mm × 20 mm × 2 mm were used as substrates (cathode), and pure nickel plate of same dimension used as anode. Copper panels having an exposed area of 7.5 cm2 were used, with same exposed anodic area. The copper substrates were polished mechanically and then cleaned electrochemically. An acid sulfate solution was used as the electrolyte for deposition of Co-Ni films. Bath composition and operating parameters are shown in Table 1. While ascorbic acid (AA) was used as antioxidant, sulphanilic acid (SA) was used as additive for brightening purpose. The optimal bath composition and operating parameters have been arrived by standard Hull cell method, described elsewhere [14].
Copper specimens after pre-cleaning were washed with distilled water and then immersed in the bath solution for electrolysis. All depositions were carried out for 10 min for comparison purpose. Thin Co-Ni coatings were developed from the optimized bath, taken in 250 cm3 PVC cell keeping the anode and cathode parallel at 5 cm distance. Electroplating was carried out at constant c.d.’s, viz. 1.0-8.0 Adm-2 using DC power source. (N 6705A, Agilent Technologies, USA). The pH of bath solution before and after every deposition was measured, and the change of pH was recorded (µ pH System-362, Systronics). Solution pH was adjusted to 3.5, using H2SO4 or NaOH. The copper panel, after deposition was rinsed with distilled water, and then air dried. The thickness of each coating was calculated from the weight of deposit, using Faraday’s law. The hardness of the deposit was measured by Vickers method using Micro-Hardness Meter (CLEMEX).
Magnetic properties of the Co-Ni films were measured by a vibrating sample magnetometer (VSM) (ADE-DMS, EV-7). The VSM was calibrated using the standard calibration sample of nickel with 99.99% purity. The calibration was done at an applied magnetic field of 15,000 Oe, and a temperature of 20oC. Hysteresis loops were generated using a sweep time of 20 minutes and a maximum field of 15000 Oe. The dimensions of the Co-Ni coating samples used in the VSM measurements were 5 mm × 5 mm. The corrosion behaviors of coatings were evaluated in 1M HCl, by potentiodynamic polarization and Electrochemical Impedance Spectroscopy (EIS) techniques (Potentiostat/Galvanostat, VersaSTAT3, Princeton Applied Research), keeping open to air and at room temperature. A three-electrode set-up described elsewhere [15] was used for corrosion study. A saturated calomel electrode (SCE) was used as the reference electrode. Polarization study was carried out in a potential ramp of ± 250 mV from open circuit potential (OCP) at scan rate of 1 mVs-1. EIS signals were recorded using AC signal of 10 mV amplitude, at a frequency range from 10 mHz – 100 kHz. Surface morphologies and compositions of the Co-Ni alloy coatings were examined by Scanning Electron Microscopy (SEM), with Energy Dispersive X-ray (EDX) Analyzer facility (JSM-6380 LA from JEOL, Japan). The phase structures of the coatings and their grain size were identified with X-ray Diffractometer (XRD) (JEOL JDX-8P), using Cu Kα (λ=1.5406 Å) radiation in continuous scan mode at scan rate of 2°min-1. The grain size was evaluated using Scherrer formula shown in equation 1.
Equation 1
where D is crystalline size, K is constant, λ is incident wavelength, β is full width at half maximum intensity and θ is Braggs angle.
3. Results and discussion
3.1. Optimization of Co-Ni alloy bath
A wide variety of Co-Ni alloys having varying composition formed on Hull cell panel showed that c.d. plays an important role on properties of the electrodeposit. The practical difficulty of instability of the bath was overcome by adding ascorbic acid (AA), an antioxidant. Optimal bath composition and operating parameters have been arrived by Hull cell method. The deposit was found to be very bright and adherent over wide range of 1-8 A dm-2. The bath constituents and operating parameters proposed for deposition of Co-Ni alloy is given in Table 1. Following to this, Co-Ni alloys having different compositions were developed from the optimal bath at different c.d.’s, keeping anode and cathode parallel to each other (4 cm apart). The effect of c.d. on wt. % of Ni, surface morphology, phase structure, hardness, and crystallite grain size, corrosion and magnetic properties of the coatings are discussed in the following sections.

Tab. 1: Composition and operating parameter of the optimized bath for electrodeposition of bright Co-Ni alloy on copper.
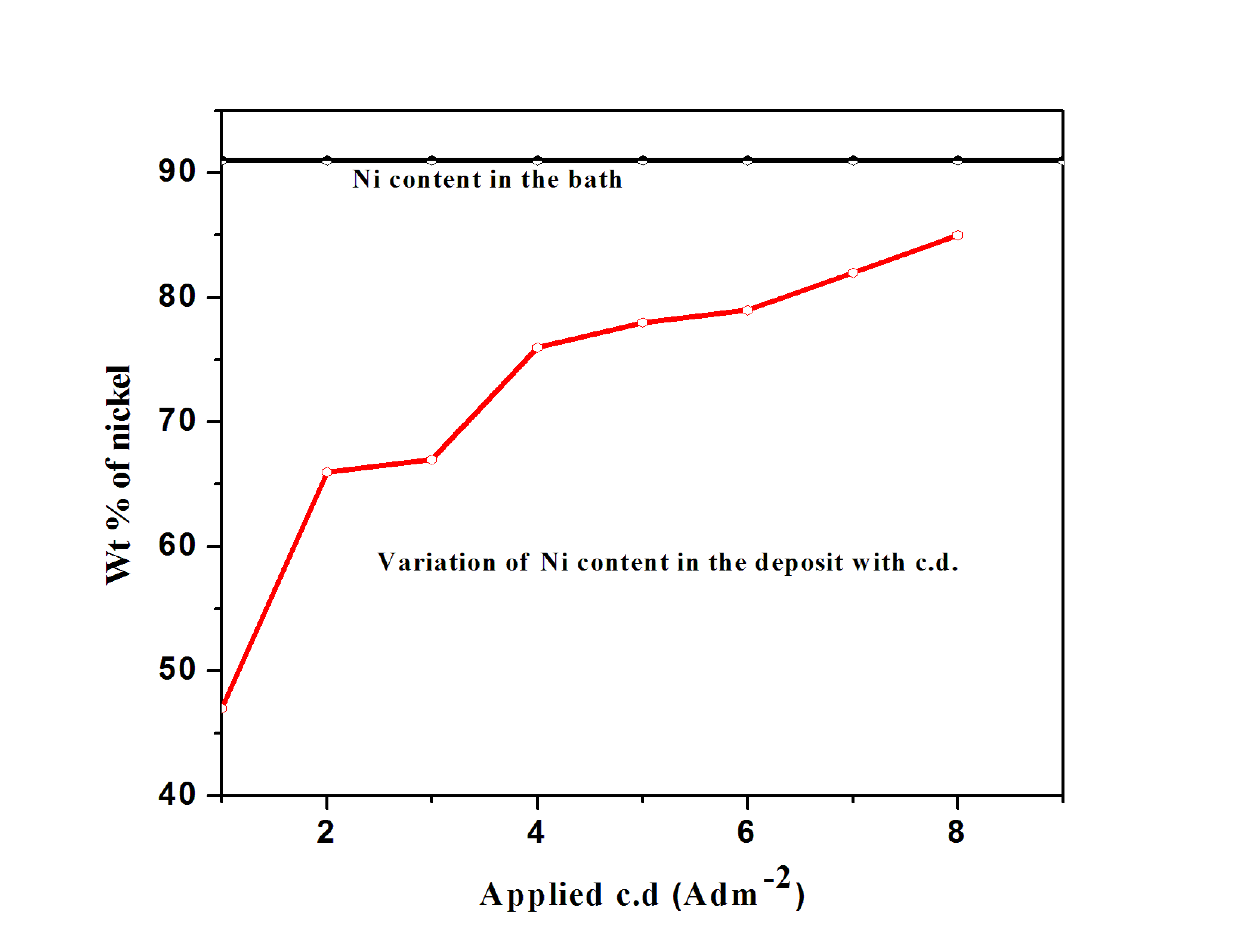
Fig. 1: Variation of Ni content in the deposit with applied c.d. at pH= 3.5 and 303 K, for optimal Co-Ni bath
Electroplating was carried out galvanostatically at different c.d.’s, viz. 1.0, 2.0, 3.0, 4.0, 5.0, 6.0, 7.0 and 8.0 A dm-2 using DC power source.
3.2. Effect of current density
3.2.1. Wt. % of Ni in the deposit
Electroplating of Co-Ni alloys has been recognized as an anomalous codeposition, i.e., nickel content (wt. %) in the deposited films was found to be less than that in its electrolyte. The dependency of Ni content in the codeposited Co-Ni alloy with c.d. is shown in Figure 1. It should be noted that wt. % of Ni and Co, corresponding to the proposed Co-Ni alloy bath given in Table 1 is 91 and 9, respectively. There are two schools of thoughts to explain the anomalous codeposition. One is called, two-step adsorption mechanism, and other one is hydroxide suppression mechanism.
It was observed that at c.d. greater than 2.0 A dm-2, the wt. % of Ni in the deposit was found to increase with c.d. At 4.0 A dm-2, the bath produced a sound and bright deposit having ~76 wt. % of Ni. This increase of Ni content with c.d. (Fig. 1) indicates that the deposition process is tending towards normal type. This is in compliance with the anomalous deposition of Co-Ni alloy, envisaged by Brenner [16]. i.e., low wt. % of noble metal at low c.d. and elevated temperature are characteristic of mutual alloys of Fe-group metals linked with significant mass transport process during deposition.
Further, an increase of noble metal (Ni) content with c.d. can also be explained through complexation of metal ions associated with change of pH around cathode. Increase of Ni content with c.d. supports the fact that composition of deposit is primarily decided by the metallic complexes, depending on the pH of the bath, regardless of type of codeposition (whether it is normal or anomalous type), as envisaged by Brenner [16].
3.2.2. Partial current density and cathode current efficiency
The partial current densities for deposition of individual metals, like Fe and Ni at various applied c.d.’s are shown in Figure 2. The partial c.d. for deposition of cobalt is lesser than that for nickel and hydrogen discharge over the entire c.d. range employed for the production of alloy.
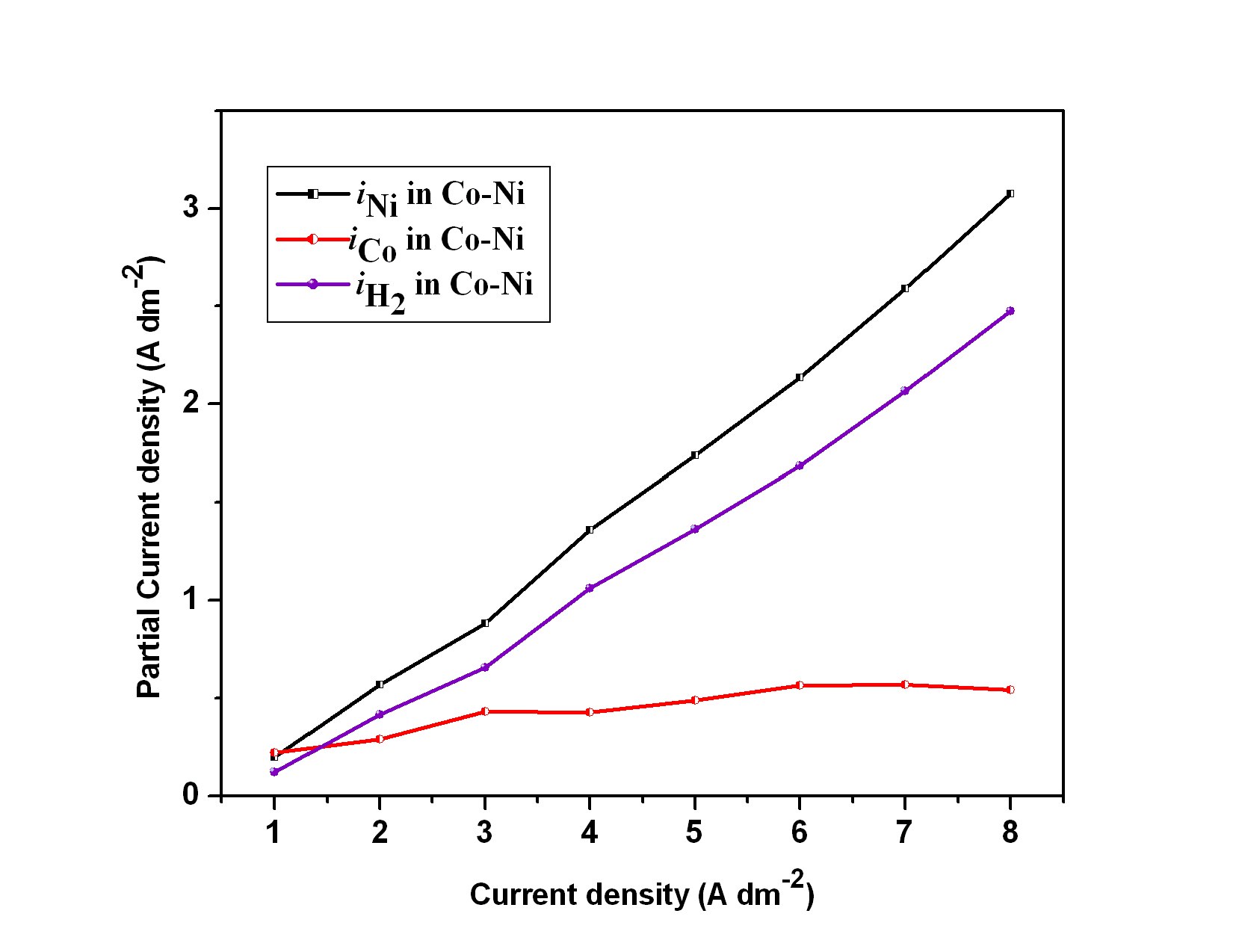
Fig. 2: The variation in partial current densities for deposition of Co, Ni and H2 at different applied c.d. at pH= 3.5 and 303 K, for optimal Co-Ni bath.
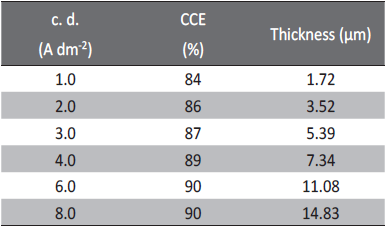
Tab. 2: Effect of c.d. on deposit characters of monolayer Co-Ni alloy deposited at 303K at pH=3.5
This is in compliance with the observed anomalous codeposition, and less cathodic current efficiency (CCE) as reported in Table. 2. The increased partial current densities for deposition of Ni and hydrogen liberation at higher c.d. range once again attributes to suppression of cathode current efficiencies with an increase in applied c.d.
3.2.3. Thickness of the deposit
The applied c.d. is found to show direct dependency on thickness of deposit, evidenced by data given in Table 2. The observed increase of thickness of the coatings at high c.d. range is obvious due to two reasons: a) increased amount of the coatings governed by Faradays law, and b) possibility of adsorbed metal hydroxide caused by local alkalinity due to increased evolution of hydrogen gas.
3.3. Surface morphology
The effect of c.d. on surface morphology of the Co-Ni coatings was studied by SEM. The microstructure of the coatings at different c.d.’s is shown in Figure 3.
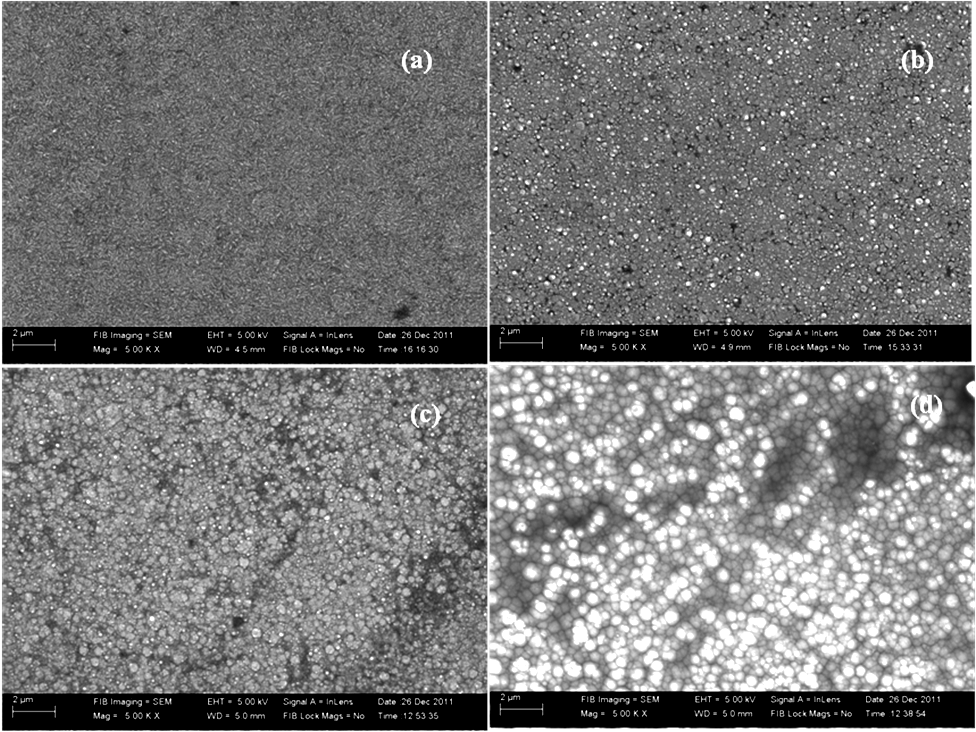
Fig. 3: SEM micrographs Co-Ni coatings deposited at (a) 2.0 A dm-2 (b) 4.0 A dm-2 (c) 6.0A dm-2 (d) 8.0 A dm-2, from optimal bath
It should be noted that the surface morphology of electroplated Co-Ni coating is greatly influenced by c.d. employed. At low c.d., the coating with acicular structure was observed with high wt % of cobalt, shown in Figure 3(a). At very high c.d., the coating became rough and displayed a granular structure due to increased nickel content as shown in Figure 3(c) and Figure 3(d). This is due to significant effect of c.d. on surface morphology of the coatings [17, 18]. A smooth, bright and uniform coating of Co-Ni alloy was found at 4.0 A dm-2 as shown in Figure 3(b).
3.4. Phase structure
The crystal orientation of Co-Ni alloys electrodeposited at different c.d.’s, having different compositions were characterized by XRD analysis. The identification of the phase structure of the deposits was obtained from the peak profiles of the X-ray reflection plotted as a function of 2θ is shown in Figure 4. The phase structure of binary Co-Ni indicated that the XRD patterns consist of a substitutional solid solution of Ni and Co alloy with a preferential fcc phase structure. The XRD signals of Co-Ni coating at 2.0 A dm-2 showed predominant hcp phase related to Co crystal structure. At this c.d., a pronounced hcp (002) texture, characteristic of nanocrystalline cobalt was observed. As the wt. % of Ni in the deposit increased with applied c.d. an increase in fcc phase structure corresponding to Ni was found as shown in Figure 4. Accordingly the cobalt content in the deposit decreased, indicated by increased intensity of (200) orientation. At optimal c.d. (4.0 A dm-2) the Co-Ni alloy with a mixed phase structure was found as shown in Figure 4.
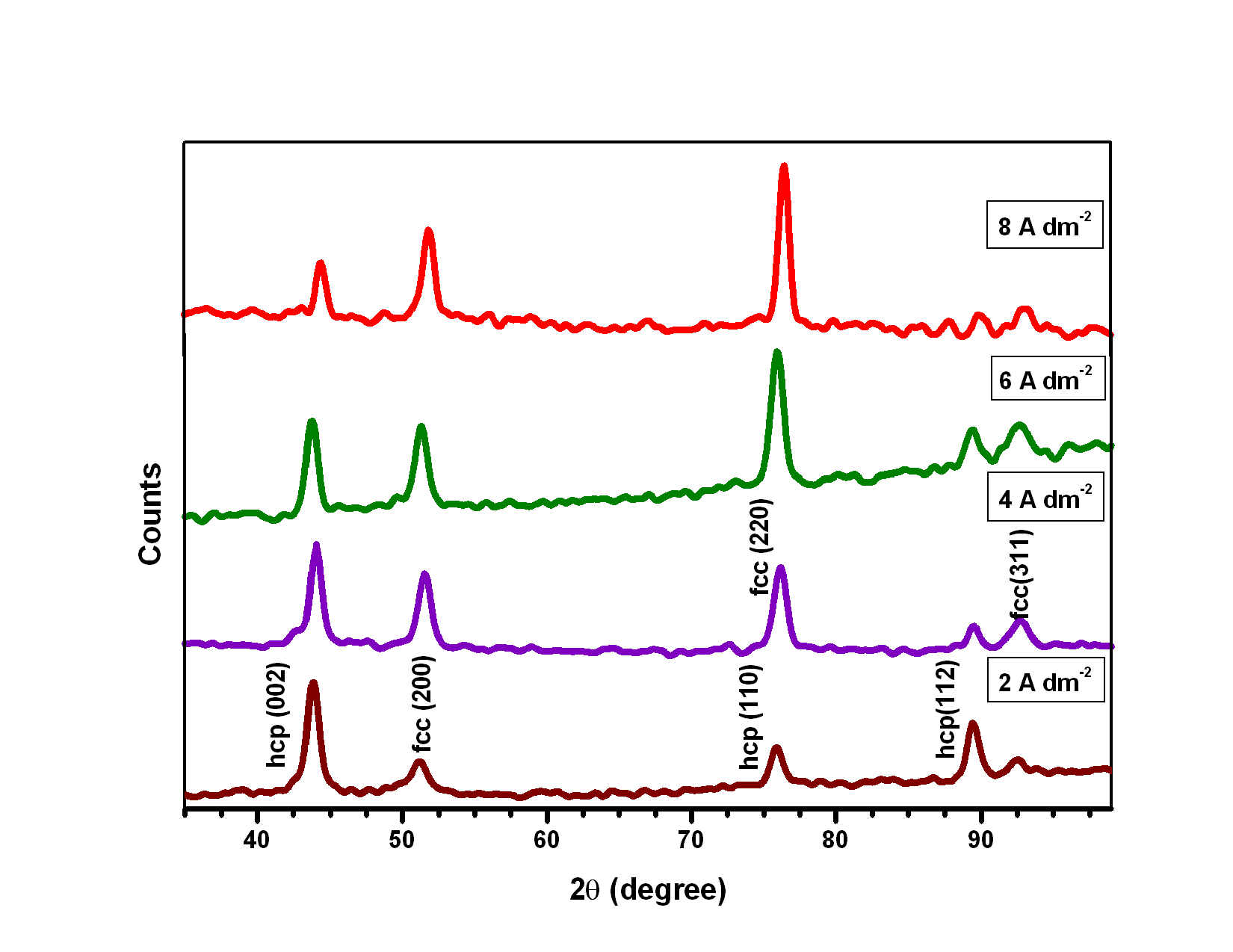
Fig. 4: XRD patterns of Co-Ni alloys electrodeposited at different c.d.’s from optimized bath at 303K
Thus it may be concluded that at 4.0 A dm-2, the coatings composed of mixed structure with peritectic phase has formed. The peritectic phase is a combination of fcc and hcp cellular system with (112) and (311) reflections. Further, increase in wt % of cobalt content at low c.d. is due to the onset of formation of fibrous structure as observed in the surface morphology of the coatings (Fig. 3(a)). This may be attributed to the predominance of the hcp phase compared to the Co-Ni alloy at higher c.d.
The XRD studies have demonstrated that the crystal structure corresponding to optimal c.d. is a combination of fcc and hcp, showing (002), (110), (112), (200) and (220) reflections.
3.5. Micro hardness
The micro-hardness of Co-Ni alloy coatings was found to increase with the c.d. employed for its deposition. Micro hardness is the property associated with the composition, crystallinity and surface morphology. Figure 5 shows how the Vickers micro hardness of the Co-Ni alloy varies as function of applied c.d. A gradual decrease in hardness of the deposit with increasing applied c.d. was found due to decreased Co content of the alloy. Further, increased deposition rate with increased c.d. resulted in larger grain size as seen in SEM image shown in Figure 3(c) and (d). These coatings with larger grain size are responsible for reduced micro-hardness of the coating, explained through Hall-Petch effect [19].
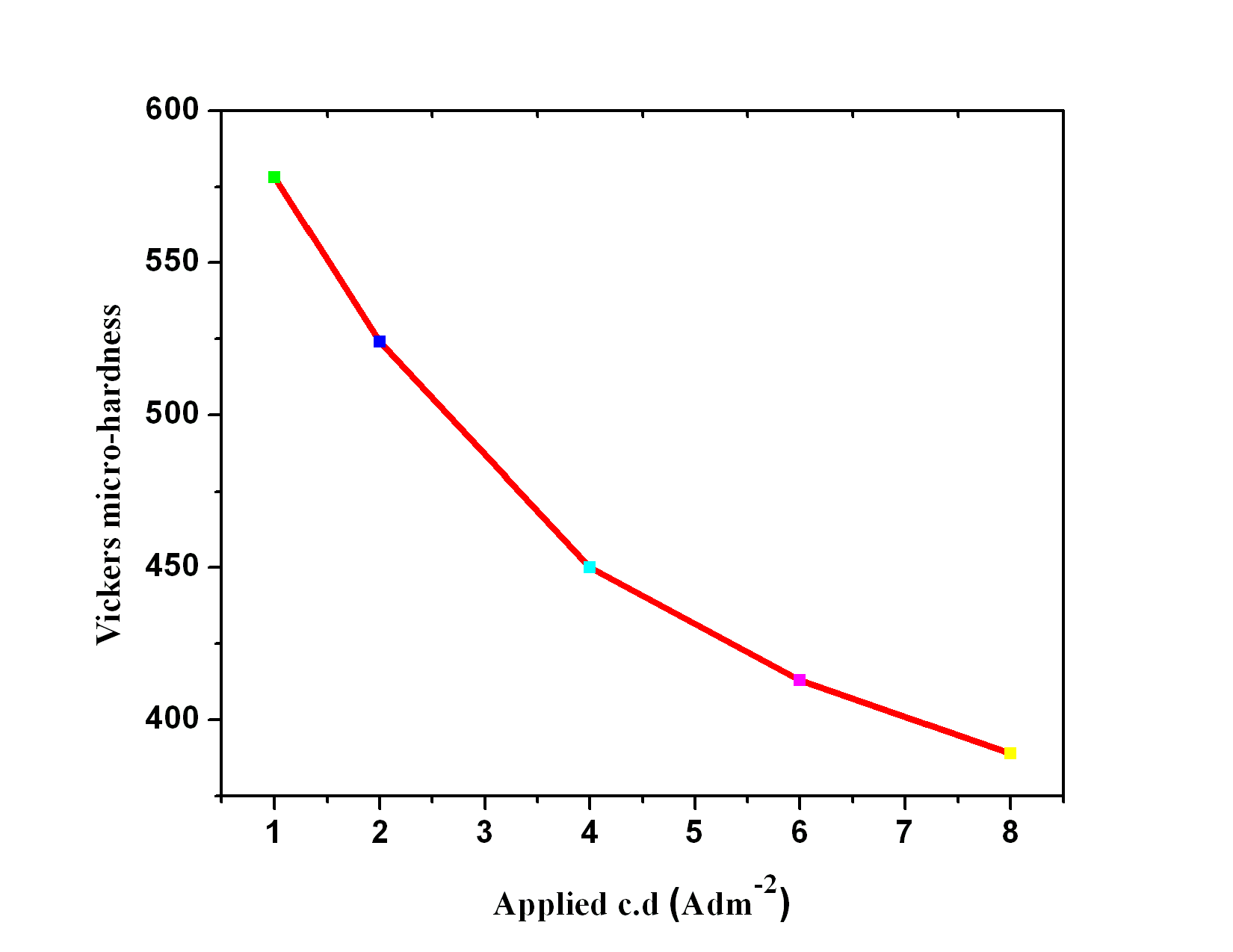
Fig. 5: Variation of micro-hardness of Co-Ni coatings with applied c.d., deposited from the optimal bath at 303K
3.6. Magnetic property
The magnetic properties of electrodeposited Co-Ni coatings, deposited at different cathode current densities were measured, and corresponding hysteresis loops are shown in Figure 6. The behavior of hysteresis loops for Co-Ni coatings, deposited at different c.d. are shown in Figure 6. The saturation magnetization, Ms and coercivity, Hc data corresponding to the coatings at different c.d.’s are given in Table 3. The variation of crystalline grain size and coercivity of electrodeposited Co-Ni alloy over range of applied c.d. is shown in Figure 7.
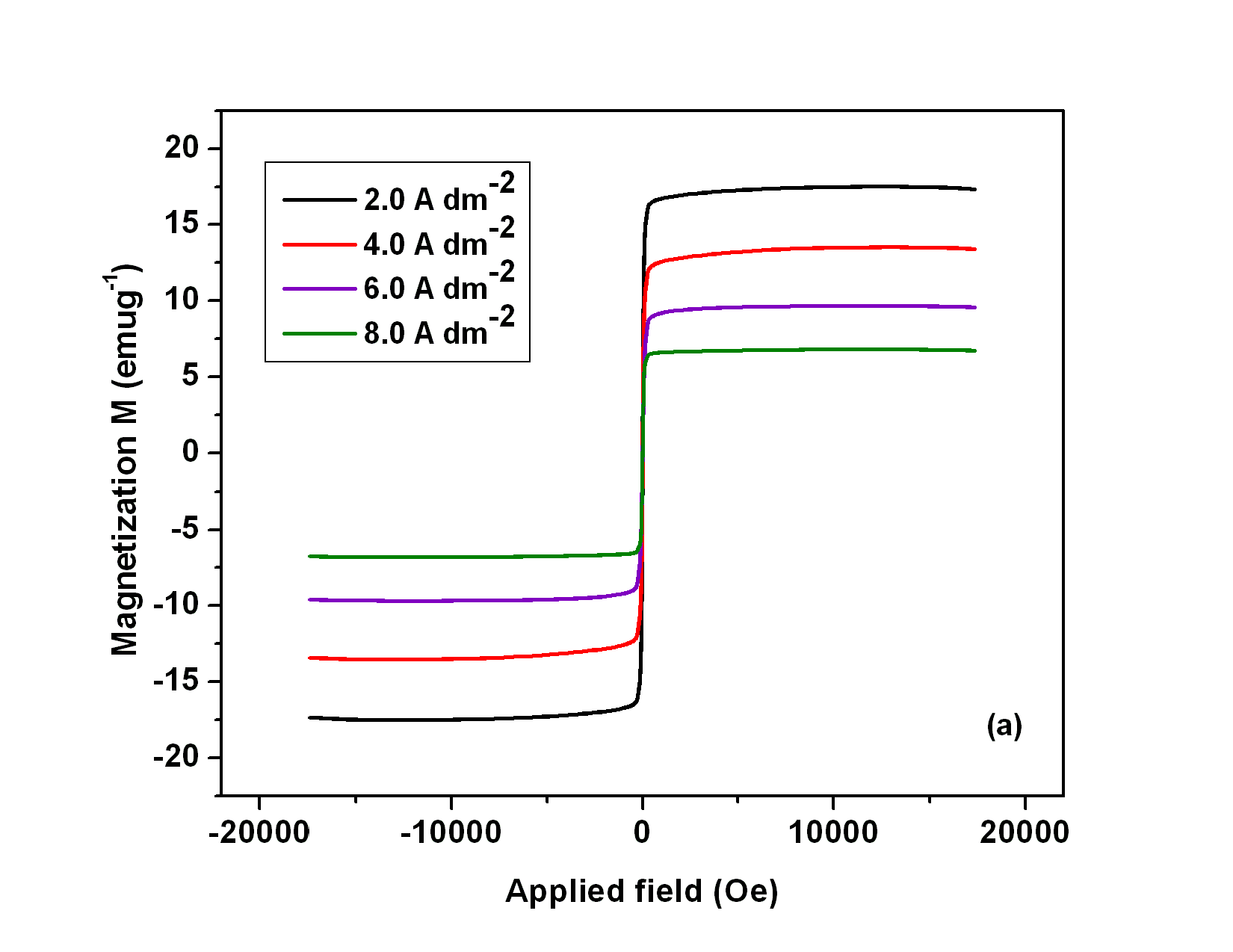
Fig.: 6a
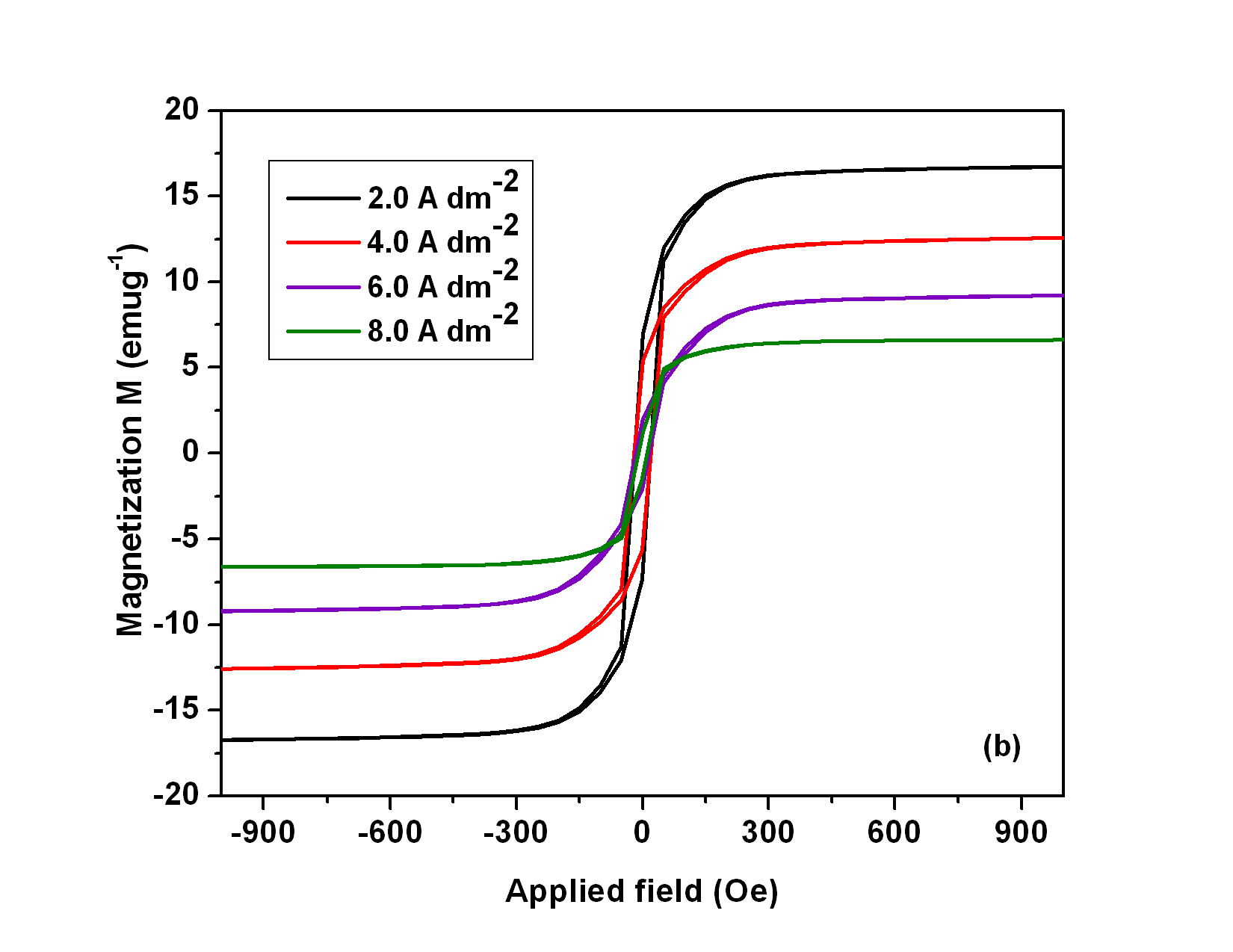
Fig.: 6b
Fig.: 6 (a) Magnetization curve of Co-Ni coatings deposited at different applied c.d.’s, and (b) enlarged view at close proximity of applied magnetic field
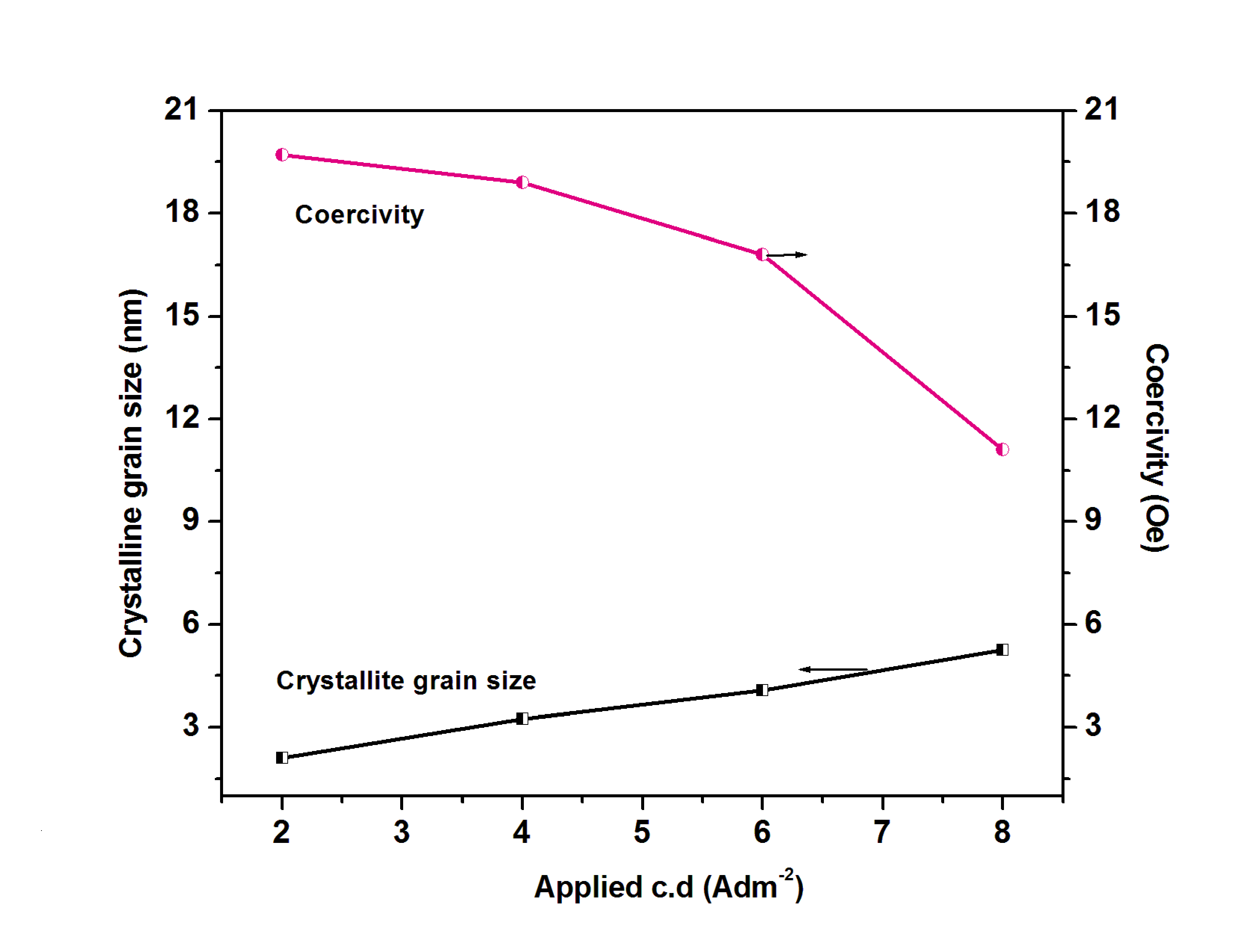
Fig. 7: Variation of crystalline grain size and coercivity of electrodeposited Co-Ni alloy over range of applied c.d.
The experimental observation may be explained as follows: It is well known that increased Co content of the deposit resulting in gradual increase of Ms value since Ms value of bulk Co (142.0 emu g-1) which is higher than that of bulk Ni (55 emu g-1) [20]. In other words, the increase of magnetic moment per volume depends on Co content. This is due to the fact that the dipole moment of Co is more than that of Ni. Therefore, it may be concluded that the value of Ms depends more on Co: Ni ratio in the coatings. Similarly, the decrease of Ms on increase of c.d., due to increased Ni content is justified. Further, the coercivity value Hc is found to decrease constantly with applied c.d. as reported in Table 3.
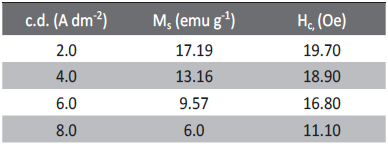
Tab. 3: Variation of saturation magnetization, Ms and coercivity, Hc of electrodeposited Co-Ni alloy with applied c.d.
Generally, the grain size and crystal structure has strong influence on the magnetic parameters. The variation of average grain size and coercivity of the coatings, with applied c.d., is shown in Figure 7. The smaller grain size at low c.d. led into the increased coercivity of the deposited Co-Ni coatings. This is due to the presence of preferential hcp phase having acicular surface structure.
3.7. Potentiodynamic polarization study
The corrosion behaviors of electrodeposited Co-Ni alloys have been evaluated by potentiodynamic polarization method, and corresponding diagram is shown in Figure 8. The corrosion rates (CR) were calculated by Tafel’s extrapolation method. The corrosion performance of the coatings deposited at different c.d., like 2.0, 3.0, 4.0, 6.0 and 8.0 A dm-2 have been evaluated by Tafel’s extrapolation method and corresponding corrosion data are reported in Table 4. This is due to small increase in the Co content of alloy. However, Co-Ni coating at 4.0 A dm-2 exhibits least CR (17.64 mm y-1) due to its unique phase structure, having intermediate transitional phase of hcp and fcc, shown in Figure 4. The coexistence of hcp and fcc phases with smaller grain size is responsible for decreased CR.
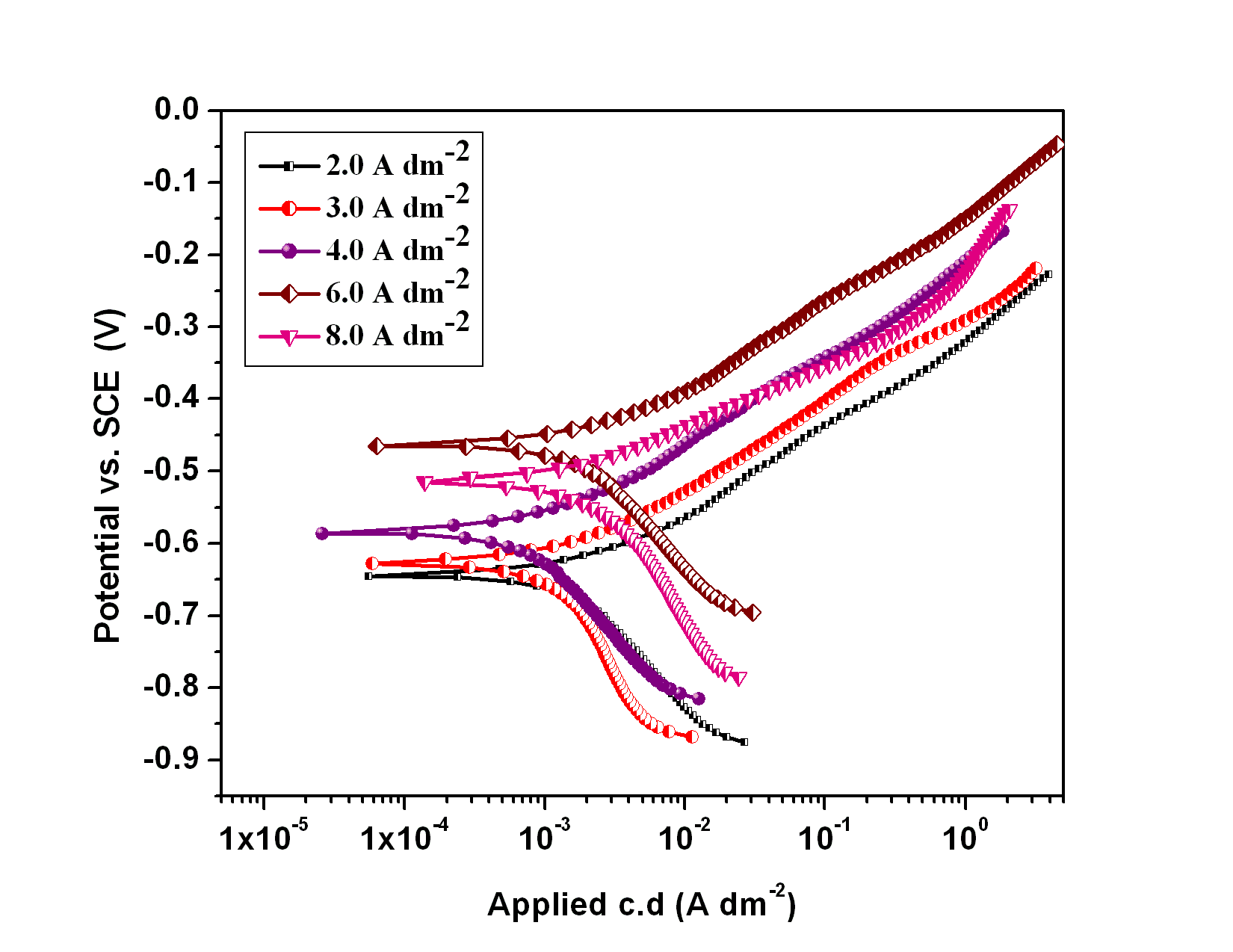
Fig. 8: Potentiodynamic polarization behavior of Co-Ni coatings deposited from the optimal bath at different c.d.’s
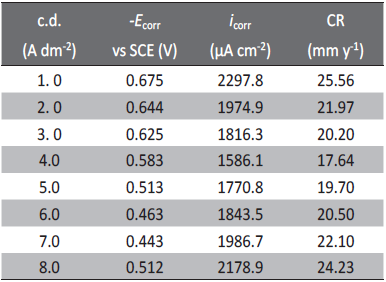
Tab. 4: Corrosion parameters of Co-Ni alloy coatings at different c.d.’s, from optimized bath at 303 K
During this transition, the Co content tends to decrease and Ni tends to increase. Ni being nobler compared to Co, the decrease of CR was observed. But, further increase of c.d. resulted in decrease of CR, and is attributed to high porosity roughness, granular and changed phase structure of the coatings.
3.8. Electrochemical impedance spectroscopy
The study for electrodeposited Co-Ni alloy coatings developed at different c.d.’s were subjected to EIS study, Instead of depressed semicircle impedance response characteristic of metal/coating interface, the Co-Ni alloy coatings showed pear shaped impedance response at all c.d.’s as shown in Figure 9. i.e., impedance responses were found to be dominated by inductance. The polarization resistance, Rp corresponding to the coating at optimal c.d. i.e. at 4.0 A dm-2 is maximum (obtained from intercept of the curve corresponding to the highest value on real axis) and found to be most corrosion resistant. However the solution resistance, Rs remained to be nearly identical in all cases as the same bath chemistry and cell configuration was used. The inductive loop observed at lower frequency limit of the impedance spectra of all Co-Ni alloys indicates that electrofabricated films exhibit high electrical conductivity.

Fig. 9: Nyquist response of monolayer Co-Ni coatings developed at different c.d.’s from optimized bath at 303 K
4. Conclusions
The electrodeposition of bright Co-Ni alloy on copper was accomplished using a new sulphate bath and following conclusions were drawn:
- The bath exhibited anomalous type of deposition at over entire c.d. range studied.
- The structure and magnetic property of Co-Ni alloy films could be tuned by adjusting the deposition c.d.
- A small change in the Co content is sufficient enough to bring large change in magnetic and corrosion behavior of the coatings, due to change in phase structure of the coatings.
- The SEM images of Co-Ni alloy deposited at different c.d. confirmed the structure-property relations of the coatings.
- The XRD study of electrodeposited binary Co-Ni phase diagram indicated the structure consists of a substitutional solid solution phase.
- An increase of grain size of Co-Ni alloy was observed at high c.d. The micro-hardness of the deposits was found to increase with c.d. as function of phase structures.
- Saturation magnetization Ms and coercivity, Hc of Co-Ni coatings decreased with c.d. studied, and these properties are linked with crystallite grain size and phase structure.
- Corrosion study demonstrated that at 4.0 Adm-2, the bath produces the most stable Co-Ni coating (CR = 17.64 mm y-1) with ~76 % of Ni.
- The highest corrosion resistance of the coatings attributed by the coexistence of hcp and fcc phases with smaller grain size.
Acknowledgements
Author is grateful to NITK, Surathkal, for providing the Institute fellowship for carrying out this work.
References
- Smith, W.F. Foundations of Material Science and Engineering, 2nd ed., McGraw-Hill, Inc., New York (1993).
- Landolt, D. and Marlot, A. Microstructure and composition of pulse-plated metals and alloys. Surf. Coat. Technol., 169, 8-13 (2003).
- Fenineche, N.E., Hamzaoui, R. and Kedim, O.E. Structure and magnetic properties of nanocrystalline Co–Ni and Co–Fe mechanically alloyed. Mater. Lett., 57, 4165– 4169 (2003).
- Petersson and Ahlberg. Kinetics of the electrodeposition of Pb-Sn alloys: Part I. At glassy carbon electrodes. J. Electroanal. Chem., 485, 166-177 (2000).
- Golodnitsky, D., Rosenberg, Y. and Ulus, A., The role of anion additives in the electrodeposition of Nickel-Cobalt alloys from sulfamate electrolyte. Electrochim. Acta., 47, 2707-2714 (2002).
- Bai, A. and Hu, C.C. Iron-cobalt and iron-cobalt-nickel nanowires deposited by means of cyclic voltametry and pulse reverse electroplating. Electrochem. Commun., 5, 78-82 (2003).
- Bagotzky, V.S. Fundamentals of Electrochemistry, 1st ed., Plenum Press, New York (1993).
- Dulal, S.M.S.I., Charles, E.A. and Roy, S. Characterisation of Co-Ni(Cu)/Cu multilayers deposited from a citrate electrolyte in a flow channel cell. Electrochim. Acta., 49, 2041-2049 (2004).
- Correia, A.N. and Machado, S.A.S. Anodic linear sweep voltammetric analysis of Ni-Co alloys electrodeposited from dilute sulfate baths. J. Appl. Electrochem., 33, 367-372 (2003).
- Burzynska, L. and Rudnik, E. The influence of electrolysis parameters on the composition and morphology of Co-Ni alloys. Hydrometallurgy, 54, 133–149 (2000).
- Fenineche, N.E., Hamzaoui, R. and Kedim, O.E. Structure and magnetic properties of nanocrystalline Co–Ni and Co–Fe mechanically alloyed. Mater. Lett., 57, 4165– 4169 (2003).
- Yang, X., Li, Q., Zhang, S., Gao, H., Luo, F. and Dai, Y. Electrochemical corrosion behaviors and corrosion protection properties of Ni–Co alloy coating prepared on sintered NdFeB permanent magnet. J. Solid State Electrochem., 14, 1601–1608 (2010).
- Correia, A.N. and Machado, S. A.S. Electrodeposition and characterization of thin layers of Ni-Co alloys obtained from dilute chloride baths. Electrochim. Acta., 45, 1733-1740 (2000).
- Kanani, N. Electroplating: Basic Principles, Processes and Practice. Elsevier Ltd, Berlin, Germany (2006).
- Jones, D.A. Principles and prevention of corrosion, Prentice Hall, New York (1996).
- Brenner, A. Electrodeposition of alloys-Principles and Practice. Vol. 1. Academic Press, New York (1963).
- Chung, C.K. and Chang, W.T., Effect of pulse frequency and current density on anomalous composition and nanomechanical property of electrodeposited Ni–Co films. Thin Solid Films, 517, 4800–4804 (2009).
- Karpuz, A., Kockar, H. and Alper, M. The effect of different chemical compositions caused by the variation of deposition potential on properties of Ni–Co films. Appl. Surf. Sci., 257, 3632–3635 (2011).
- Zimmerman, A.F., Palumbo, G., Aust, K.T. and Erb, U. Mechanical properties of nickel silicon carbide nanocomposites. Mater. Sci. Eng. A, 328, 137-146 (2002).
- Jiles, D. Introduction to Magnetism and Magnetic Materials, Chapman and Hall, London (1996).
PDF Version of the article |
Epub Version of the article |
Flash Version of the article |
| [qr-code size=”2″] | ||