Electrofabrication of multilayer Co-Ni alloy coatings were accomplished successfully on mild steel (MS) for better corrosion protection. Multilayer comprised of alternatively formed ‘nano-size’ layers of Co-Ni alloy of different composition have been produced from single electrolyte having Co+2 and Ni+2 ions using modulated (i.e. periodic pulse control) current density. The deposition conditions were optimized for both composition and thickness of individual layers for best performance against corrosion. The process and product of depositions were analyzed using cyclic voltammetry and SEM, PXRD, Hardness Tester, electrochemical AC and DC methods, respectively. The corrosion behavior of multilayer coatings was found to be improved drastically when the thickness of individual layer approached nano regime. The coating having 300 layers, deposited at cyclic cathodic current densities of 2.0 and 4.0 Adm-2 was found to show the least corrosion rate (CR = 0.02 mmpy) compared to monolayer (Co-Ni)4 alloy coating (CR = 2.8 mmpy) deposited from the same bath for same deposition time. Drastic improvement in the corrosion performance of multilayer coatings were explained in the light of changed kinetics of mass transfer at cathode and increased surface area due to layering, respectively.
1.1 Introduction
Modern materials synthesis demands high degree of process control and less cost of its large scale production. Electrodeposition technique offers such sophistications to new age process designers and hence is the most sought after technique for production of coating materials. In this direction, compositionally modulated multilayer alloy (CMMA) coatings have received increasing attention because of their unique properties. These materials comprised of alternating layers of different metals and/or alloys are expected to exhibit unusual and enhanced electrical [1], optical, magnetic, and mechanical properties [2,3] when the layer thickness is confined to the nanometer scale. The multilayer coatings have been most frequently prepared by dry processes in the gas phase, e.g. vacuum evaporation, sputtering and molecular beam epitaxy (MBE) because of the advantages such as high control of film growth and purity of material achievable. These techniques inevitably require high vacuum and/or temperature [4]. However, the electrodeposition being a wet process in solution phase, it has general advantages such as lower cost as well as in reduced stress on the environment compared with gas phase techniques. In addition, electrodeposition is a low temperature process in many electrolytes, work below 80ºC. This, in turn, prevents an inter-diffusion of layer during deposition so that the multilayer can be expected to have a more clear-cut interface than those prepared by dry processes, which are often difficult to operate at a low temperature range. Another advantage of electrodeposition is the high deposition rate which makes it possible to deposit a thick film in short time [5].
There are mainly two techniques used for electrodeposition of multilayers involving: (i) dual bath; and (ii) single bath. In the former technique, the substrate is successively transferred between separate plating baths and each layer is deposited alternately to laminate the layer from the relevant bath. This technique was also exploited by many researchers for deposition of various multilayers such as Cu-Ni [6], Ni-Sn [7], Co-Pt [8], Co-Ni [9] and Co-Cu [10]. However, the dual bath technique has the disadvantage that it is susceptible to the formation of an oxide layer on the substrate during the transfer between baths. Such an oxide layer can deteriorate the quality of the multilayer. In the single bath technique, an electrolyte containing two or more metal ions may be used. Multilayer coating with alternatively different composition can be deposited from a single bath by periodically varying the current density or the potential (typically using the current density for easy controlling of layer thickness) during coating. This is effected by the difference in reduction potential of metals in the electrolyte. In other words, it is possible to limit the amount of noble metal in the electrodeposited film by varying mass transfer at electrical double layer. Hence, in single bath technique, the thickness of each layer is proportional to the current density and deposition time. The technique has been effectively used to produce Cu-Ni [11-14], Cu-Ni-P [15], Zn-Ni [16], Zn-Co [17] and Zn-Fe [18] multilayer, and their characterizations were made. Zn-Fe group metal (like, Fe, Ni and Co and less commonly Mn) alloy coatings offer good corrosion protection for many substrates, including mild steel in many environmental conditions; but they are not the practical options for many aggressive medium. For this reason Co-Ni coatings are widely used as good replacement for Zn-Fe group metal alloys, including hard chromium plating. Their high hardness, anti-wear and anticorrosion properties make them find potential applications in automotive, aerospace, and other industrial fields [18].
However, there is a dearth of information with regard to Co-Ni multilayer coatings even though such layers are normally expected to possess improved corrosion resistance due to alternately formed alloys of different composition. In this paper, we present the optimization of coating configuration (electrofabrication) of multilayer Co-Ni alloy from a single bath by modulating the cathode current density.
1.2 Materials and Methods
The electrolysis bath was prepared from analytical grade reagents, using de-ionized water. The optimal bath composition was arrived by employing Standard Hull cell method [19]. The bath consisting of CoSO4.7H2O (25g/L), NiSO4.6H2O (100g/L), H3BO3(20g/L) as buffer, ascorbic acid (5g/L) as antioxidant and sodium lauryl sulphate (SLS)(1g/L) as surfactant was used in the present study. The pH of the bath was adjusted to 3.5 using either 10% NaOH or 10% H2SO4 and then filtered before each deposition. All deposition was carried out in 200mL PVC cell using DC Power Analyzer (Agilent N6705A, USA), as source of power supply. The mild steel (MS) plates of 7.5 × 2.5 cm dimension were ground to mirror finish using grinding wheels of varying grade. The surface was degreased with trichloro ethylene and then alkali cleaned. Only 2.5 × 2.5 cm2 surface was exposed to plating solution, covering the remaining area by polystyrene resin. Just before immersing in the bath, the plates were pickled in 10% HCl to make the surface active. Pure nickel plate having equal active surface area was used as the anode. Electrodes were placed at 5 cm separation in the cell. All depositions were accomplished galvanostatically maintaining the bath at 303K for 600 seconds for comparison purpose. After deposition, the coated surfaces were rinsed with distilled water several times, dried in hot air and desiccated under vacuum until further testing.
The hardness of coatings deposited at different c.d. was tested using Clemex Micro-hardness Tester. The surface morphology and cross-sectional microstructure of the deposited films was observed by using SEM (JEOL, JSM-6300F). Phase compositions of the coatings were determined by Powder X-Ray Diffraction (PXRD) using Rigaku Miniflex 600 Machine. Composition profiles of the coatings were obtained by EDXA analysis. All electrochemical experiments were performed in a three electrode cell with platinized platinum as counter electrode and saturated calomel electrode (SCE) as reference electrode. The experiments were conducted using computer controlled Potentiostat/Galvanostat (Biologic SP-150, Biologic Science Instruments, France). Though 5% NaCl solution is commonly used to assess the corrosion behavior of Zn-Fe group metal alloys, it is not the right choice for Co-Ni alloys coating to test their fullest corrosion performance. It is due to their many fold better corrosion protection ability than the former. Hence, in the present study the corrosion protection efficacy of electrodeposited Co-Ni coatings have been tested in 5% HCl, as representative severe corrosion medium, rather than 5% NaCl. Further, it was observed that Co-Ni alloy is almost un-corroded in the practical potential window of potentiodynamic polarization study carried out in 5% NaCl. Hence all corrosion studies have been made in 5% HCl, to test their peak performance. Cathodic and anodic polarization curves were obtained at scan rate of 1mVs-1 by using SCE as reference and platinum electrode as counter electrodes, respectively. The corrosion rates (CR) were calculated by Tafel’s’ extrapolation method. The electrochemical impedance spectroscopy (EIS) was studied by drawing the Nyquist plot in the frequency range from 100 kHz to 10 mHz.
Generally, electrodeposition using direct current (DC) or constant current results in the alloy coatings of constant composition. Hence they are called monolithic, or alternatively monolayer alloy coatings, represented by notation, DC (Co-Ni). But it is possible to composition modulated multilayer coatings from a single electrolyte just by modulating the electrolyte mass transport. It may be achieved by changing alternatively the cathode current density, agitation or applied magnetic field. Periodic change in the current density (c.d.) allows the growth of layers (on substrate) with periodic change in the chemical compositions. Due to the fact that the deposition of Co-Ni alloys follow peculiar anomalous codeposition, the wt. % Co (more readily depositable metal) decreases as the c.d. increases [20]. Or, in other words, Ni content increases as c.d. increases. This decrease of more readily depositable metal at high c.d. is due to rapid depletion of ions (Co+2 ions) [21]. Hence, the pulse of low c.d. results in alloy layer with low Ni concentration, and pulse of high c.d. results in layers of high Ni concentration. The power source was set to cycle between two different cathode current densities, called cyclic cathode current densities (CCCD‘s). While the thickness of the each layer was controlled by the duration of current applied, and the composition of each layer is decided by the c.d. applied. The total number of layers was fixed appropriately by adjusting the time for each cycle. Thus, multilayer coatings of different configurations were produced. Such multilayer coatings are hereafter represented as, (Co-Ni) 1/2/n, where (Co-Ni) represents alloy of Co and Ni, and 1 and 2 represent the cathode c.d. that is made to cycle, and ‘n’ represents the total number of layers formed during total deposition time (10 min). The direct current (DC) and modulated current patterns used in the present study, and corresponding coatings are shown schematically in Figure 1.
 and modulated current used for deposition of monolayer and multilayer coatings")
Fig. 1: Pictorial representation of direct current (DC) and modulated current used for deposition of monolayer and multilayer coatings
1.3 Results and Discussions
Though substantial amount of work on multilayer coatings has alreadybeen reported in recent years to ascertain the relation between the layer thickness, composition of individual layer and the enhanced properties, the fullest applications of nanoscale multilayers are centered on two important aspects. First one is a better understanding of the role of interfacial structure and the other one is development of cost-efficient multilayer manufacturing routes that allow the interfacial engineering required to develop such coatings. In this direction, the present paper reports an electrochemical deposition of nano-layered Co-Ni alloy coating for better corrosion protection of mild steel (MS) under severe corrosion conditions. Different strategies adopted for development of corrosion resistant multilayer coatings and the factors responsible for better performance are discussed under different sections.
1.3.1 Monolayer deposits
Hull cell method was employed to determine optimum electrolysis conditions for deposition of bright, uniform and corrosion resistant monolayer Co-Ni alloy coating over wide range of c.d. Then, monolayer Co-Ni alloy coatings were carried out at different c.d.’s using DC (with no modulation in current pulse) using optimized bath. The coatings were then subjected to their physico-mechanical and electrochemical properties, and corresponding data are reported in Table 1.
Tab. 1: The composition, hardness and thickess and corrosion data of monolayer Co-Ni alloy coatings deposited at different c.d. using optimal bath

1.3.2 PXRD Study
The phase compositions of electrodeposited Co-Ni alloy coatings were determined by PXRD analysis. The characteristic XRD peaks of coatings deposited at different c.d. are shown in Figure 2. It may be seen that c.d. influences significantly the phase composition of the coatings. At low c.d. side, (111) BCC and (200) FCC phases were found to be dominant along with signaling small amount of pure phase. As the c.d. is increased, gradual decrease in BCC phases were observed, with appearance (220) FCC phase of Co-Ni. It may be noted that there exist a shift of preferential orientation from BCC phase to FCC phase as the c.d. increased. As Co-Ni forms solid solution, the texture coefficient is known to vary with applied c.d., and hence at very high c.d., the coatings showed very small amount of BCC phase. This difference in the phase structure of the coatings may be attributed to the change in nucleation process caused by electrode kinetics, controlled by applied cathode current density (CCD). Thus, c.d. plays a decisive role in the phase structure of the coatings. It may be noted that the dominant (111) and (200) FCC phase observed at high c.d. range gradually diminished at low c.d., and has replaced by (220) phase as shown in Figure 2.

Fig. 2: PXRD diffraction patterns of monolayer Co-Ni coatings developed at different current densities
1.3.3 Optimization of cyclic cathode current densities
It is well known that in multilayer coatings the surface morphology of individual layers depends upon bath composition and current density employed for its deposition. In other words, electroplating is being an atomistic deposition process; it can be used to synthesize nano-structured materials by proper manipulation of deposition conditions. At the same time, the interface in the multilayer profoundly influences the properties of the resultant coatings. Especially in the case of mutual alloys of iron group metals forming solid solutions, even a small change in composition can bring significant change in the phase structure, and hence the properties of coatings. With this incentive, it was attempted to electrofabricate nanostructured multilayer Co-Ni alloy coatings by bringing modulation in composition by modulating the deposition current density. i.e., using square current pulses of different height. As property of multilayer coatings are largely influenced by interfacial demarcation between layers, the CCCD’s should be properly selected before to go for layering in nano regime [22]. This procedure generally allows the development of multilayer coatings for peak of their performance against corrosion, or any other functional properties. Hence to begin with, multilayer Co-Ni coatings having only 10 layers (arbitrarily chosen) were developed at different sets of CCCD’s and their corrosion behaviors were studied. Keeping in mind the phase structures of deposits (evidenced by PXRD study) at different c.d., different sets of CCCD’s were tried to maximize the corrosion performance of such coatings. Among the various sets tried, the less corrosion rate (CR) was measured in the coatings produced with difference of 2.0 and 3.0 Adm-2 between CCCD’s as shown in Table 2.
Tab. 2: Corrosion data of multilayer Co-Ni coatings having 10 layers developed at different set of CCCD’s using optimal bath

1.3.4 Optimization of number of layers in multilayer coating
The behavior of material systems change markedly when the length scales approach nano regime. Interfaces play important role in modern material properties, and are responsible for many of the electrical, optical, magnetic and mechanical properties. As the thickness of individual layers is reduced to the nanometer range, interfaces become even more critical in defining the material properties. The general field of interfaces includes grain boundaries (interfaces between crystals of the same phase), solid-solid phase boundaries, solid-liquid interfaces, and free surfaces. It is known that the interfacial energy contribution dominates over bulk energy contribution as compared to macro length scales giving interesting properties hence the properties of multilayer coatings including their corrosion performance can be improved by increasing the interfacial surface area. In case of electrodeposited materials, this can be achieved by layered coating, just by modulating the deposition current density. In other words, the additional surface can be imparted to the coatings by modulating the nucleation process during plating, and to form successive layers of different composition. Hence, these properties may often to be improved by increasing the total number of layers, usually up to an optimal number as long as the adhesion and demarcation between layers are maintained [19]. Therefore at optimal CCCD’s where minimum corrosion was observed, i.e. 2.0-4.0 Adm-2 and 2.0-5.0 Adm-2 multilayer Co-Ni coatings with 20, 60, 120, 300 and 600 layers were developed and their CR’s were measured by potentiodynamic polarization method.
The polarization behavior of multilayer Co-Ni alloy coatings deposited 2.0/4.0 and 2.0/5.0 Adm-2 having different number of layers is show in Figure 3. Tafel’s extrapolation on such curves resulted in determination of the corrosion potential, corrosion current density and corrosion rate, as listed in Table 3. A progressive decrease in icorr, and hence the corrosion rates (CR) was observed with increase in number of layers (of course only up to 300 layers) as may be seen in Figure 3. It may be noted that cathodic polarization curves for coatings of different configurations appears almost same, regardless of the number of layers. It is due to the fact that the cathodic reaction, i.e., reduction of oxygen and evolution of hydrogen in the test medium (5% HCl) remains same regardless of the number of layers. However, the observed small change in the cathodic polarization curves may be attributed to the increased open circuit potential (OCP), caused by increased nobility of the coatings with increase in number of layers. At the same time, the anodic polarization changed drastically with number of layers, as shown in Figure 3. Hence it may be inferred that better corrosion resistance of the multilayer Co-Ni coatings is due to controlled anodic reaction. Further, the change in cathodic current with increase in number of layers is indicative of the lower tendency of hydrogen evolution, in turn less corrosion tendency at respective open circuit potentials. The decrease of CR with number of layers in both sets of CCCD’s are reported in Table 3. At 2.0/4.0 Adm-2, the coating with 300 layers showed minimum CR (0.02 mmpy) in relation to that of monolayer Co-Ni alloy coating (2.8 mmpy) developed using DC (optimal CR shown Tab. 1). As mentioned earlier, the increase in number of layers resulted in decrease of CR (or, a decrease in the corrosion current density). Further, it may be inferred that a small change in wt. %Ni in the deposit with c.d. was sufficient enough to bring large change in the phase structure of deposits, and hence on their corrosion behavior.

Fig. 3: Potentiodynamic polarization behavior multilayer Co-Ni coatings with varying degree of layering deposited at 2/4 Adm-2
Tab. 3: Corrosion behavior of CMMA Co-Ni coatings deposited at optimized CCCD’s with increasing number of layers using optimal bath

From corrosion data, it may be noted that multilayer Co-Ni coating presents much better corrosion resistance compared to monolayer Co-Ni alloy, deposited from same bath. It was observed that there was substantial decrease of CR even with layering at 2.0-5.0 Adm-2 as shown in Table 3. Hence, it may be concluded that the improved corrosion resistance of multilayer coatings in not only the characteristic feature of composition of individual layers (going alternatively) but also the number of interfaces involved. However, an attempt of increase the corrosion resistance further by increasing number of layers in each set of CCCD’s has resulted in increase of CR. i.e. the CR increased when the number of layers are doubled (600 layers) in both sets of CCCD’s as shown in Table 3. The increase of CR at 600 layers is due to very short relaxation time (1 second) for redistribution of metal ions at cathode film, during plating [19]. This phenomenon may be explained as follows: The metal ions (Co2+ and Ni2+) from the bulk of the electrolyte diffuse towards the cathode and to get discharge as metal atom. This process of diffusion is mainly controlled by the applied cathode c.d. As number of layers increased, the time for the deposition of each layer is very small, i.e. only one second for one layer. Therefore at high degree of layering, there is no sufficient time for metal ions to relax against diffusion under given c.d. and to deposit on cathode with modulation in composition.
Generally, the process of deposition with rapid change in cathode current density does not lead to the modulation in composition. Consequently, coating with less interfacial surface area is going to be formed. Hence, less corrosion resistance of the coatings at extreme degree of the layering is due to decrease of specific surface area (mass/area) of the coatings, caused by very short cyclic time of deposition. In other words, on extreme layering multilayer coatings tend to become monolayer. Therefore, an attempt to decrease CR further by extreme thinning of layers resulted in adverse effect on its corrosion protection value. This particular observation therefore remains as a limitation of the electrolytic method for development of multilayer coating for enhanced properties.
1.3.5 Electrochemical Impedance Spectroscopy
The EIS measurement was made at AC voltage of ± 10 mV over a frequency range of 100 kHz -10 mHz. The impedance responses were measured and data were analyzed by Nyquist and Bode plots, and corresponding plots are shown in Figure 4 and 5. The behavior of electrode-electrolyte interface (of the test specimen) under optimal configuration in solution environment was modeled with electrical equivalent circuit. The values of the circuit element such as polarization resistance (Rp) and solution resistance (Rs) were determined. Nyquist responses of (Co-Ni)2.0/4.0 coatings, having different number of layers is shown in Figure 4. The existence of single semicircle without any kink for all coating configurations indicates that the corrosion is controlled by a single charge transfer process across the interface. Impedance responses showed that polarization resistance (Rp) increased progressively as the number of layer increased. The increased capacitive reactance due to layering resulted in decreased flow of electrons at the electrical double layer (EDL). The characteristic depressed semicircles observed in all test specimens are attributed to the in-homogeneity of the metal surface arising from surface roughness or interfacial phenomena, observed in all most all electrodeposited coatings [20]. Bode’s phase angle plot shown in Figure 5 verify once again the observed Nyquist behavior to support the fact that RP value increases with increase in number of layers. The phase angle has approached -65º for (Co-Ni)2/4/300 signaling the increased capacitive reactance, or less double layer capacitance. The impedance data corresponding to (Co-Ni)2/4/300 was fitted into electrical equivalent circuit, shown in Figure 6 and corresponding circuit element data are given in Table 4. A good agreement between experimental and fitted data is in conformation with the proposed equivalent electrical circuit shown in the inset of Figure 6.
2/4 in 5% HCl at different degree of layering")
Fig. 4: Nyquist plots of CMMA (Co-Ni)2/4 in 5% HCl at different degree of layering
2/4 coatings with different number of layers")
Fig. 5: Bode’s phase angle plot for multilayer (Co-Ni)2/4 coatings with different number of layers
2/4/300 using Zsimpwin software")
Fig. 6: Circuit fitment results for Nyquist plot of coating (Co-Ni)2/4/300 using Zsimpwin software
Tab. 4: Probable circuit fitment parameters of Nyquist plots for different degree of layering

1.3.6 SEM Analysis
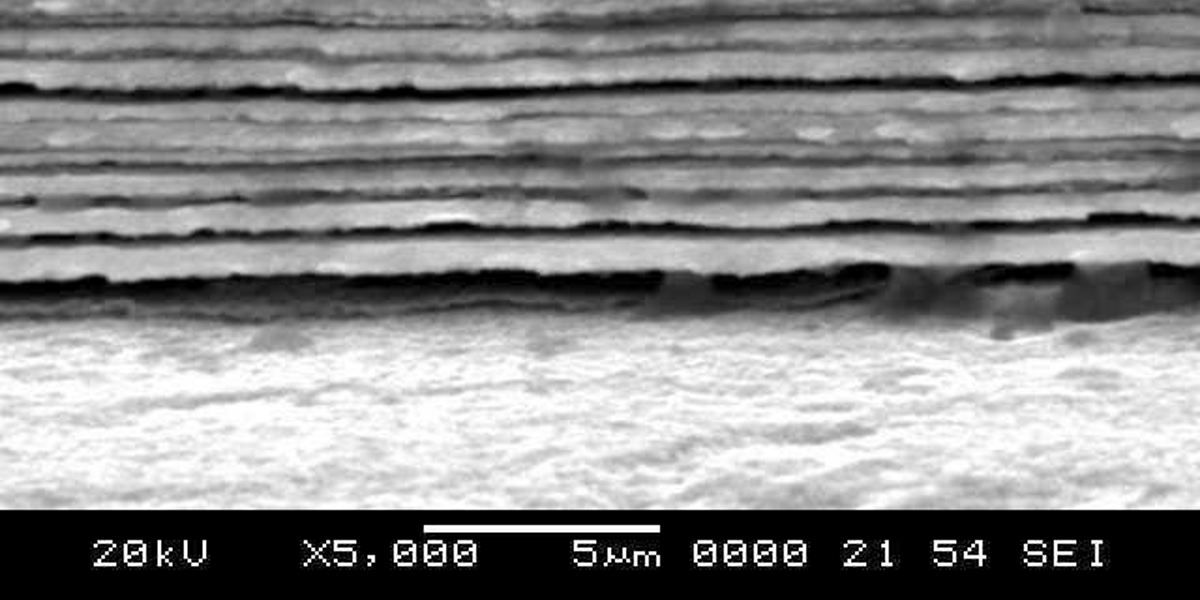
The formation of successive layers of alloys with different composition, responsible for increase in interfacial surface area of the coatings was confirmed by scanning electron microscopy (SEM) image analyses. Cross-sectional view of multilayer coating having 10 layers, represented as (Co-Ni)2/4/10 is shown in Figure 7a. The layers are clearly separated from each other with distinct boundary due to marked dissimilarity in phase structure and chemical composition. Inspection of the microscopic appearance of the coating after corrosion tests can also be used to understand the reason for the improved corrosion resistance of the coatings. The surface morphology of CMMA coating after corrosion test is shown Figure 7b. A large increase in interfacial surface area due to layering (responsible for drastic improvement in the corrosion resistance of CMMA Co-Ni coatings) may be observed [21-24]. The Figure 8 displays the PXRD peaks and surface morphology of monolayer (Co-Ni) coatings corresponding to 2.0 and 4.0 Adm-2, which are used as CCCD’s for deposition of multilayer coatings. A clear difference in phase structure and surface morphology in alternate layers, observed in Figure 8 is responsible for clear demarcation between layers. This being the essential requirement of multilayer materials for exhibiting advanced properties, CMMA (Co-Ni)2/4/300 coatings showed the least CR as reported in Table 3.
 cross section view of (Co-Ni)2/4/10 coating and b) surface morphology of CMM coating after corrosion tests")
Fig. 7: Scanning electron microscope images of a) cross section view of (Co-Ni)2/4/10 coating and b) surface morphology of CMM coating after corrosion tests

Fig. 8: Selection of CCCD’s in present work which results in highest corrosion resistance in aggressive 5% HCl medium is attributed to sharp change in morphology and phase structure at specific c.d.’s.
1.4 Conclusions
Based on the experimental observations the following conclusions were drawn:
- The multillayer Co-Ni alloy coatings can be electrodeposited on mild steel from a single electrolyte just by modulating the cathode current density, and consequently the thickness of individual layers.
- The multilayer Co-Ni coatings, deposited under optimal condition represented as (Co-Ni)2/4/300 exhibited the least corrosion rate (CR = 0.02 mmpy) compared to monolayer (Co-Ni)4 coating (CR = 2.8 mmpy), deposited from the same bath for same deposition time.
- Drastic decrease of CR’s with number of layers is attributed to increase of interfacial surface area due to composition modulated layering, supported to by SEM and PXRD study.
- The increase of corrosion rate at high degree of layering, i.e. at 600 layers is due to decrease of specific surface area of the coatings, caused by short cyclic time cathode current density.
References
- J.P. Celis, P. Cavallotti, J. Machado Da Silva, A. Zielonka,The future for electroplating electro-magnetic materials in microelectronics, Trans. IMF 76 (1998) 163-170.
- D. Tench, J. White, Tensile properties of nanostructured Ni-Cu multilayered materials prepared by electrodeposition, J. Electrochem. Soc. 138 (1991) 3757-3758.
- K.D. Bird, M. Schlensinger, Giant Magnetoresistance in Electrodeposited Ni/Cu and Co/Cu Multilayers, J. Electrochem. Soc. 142 (1995) L65-L66.
- H. Holleck, M. Lahres, P. Woll, Multilayer coatings-influence of fabrication parameters on constitution and properties, Surf. Coat. Technol. 41 (1990)179-190.
- C. Ogden,High-Strength, Composite Copper-Nickel Electrodeposits, Plat. Surf. Fin. 73 (1986) 130-134.
- J.P. Celis, A. Haseeb, J.R. Roos, Electrodeposition of Cu/Ni compositionally modulated multilayers by the dual-plating bath technique, Trans. Inst. Metal Finish 70 (1992) 123-124.
- W. Wang, R.N. Singh, Fatigue crack growth in a Ni-Sn multilayered composite, Mater. Sci. Eng. A 251 (1998) 184-191
- S. Maat, K.Takano, S.S. Parkin, E.E. Fullerton, Perpendicular exchange bias of Co/Pt multilayers, Phys. Rev. Lett. 87 (2001), 087202
- L. You, R. C. Sousa, S. Bandiera, B. Rodmacq, B. Dieny, Co/Ni multilayers with perpendicular anisotropy for spintronic device applications, Appl. Phys. Lett. 100 (2012) 172411-172415
- S. S. P. Parkin, Z. G. Li, D. J. Smith, Giant magnetoresistance in antiferromagnetic Co/Cu multilayers, Appl. Phys. Lett. 58 (1991) 2710-2712
- D.M. Tench, J.T. White, Considerations in electrodeposition of compositionally modulated alloys,J. Electrochem. Soc. 137 (1990) 3061-3066
- Ch. Bonhote, D. Landolt,Microstructure of Ni-Cu multilayers electrodeposited from a citrate electrolyte, Electrochim. Acta 42 (1997) 2407-2417
- C. Yang, H. Cheh, Pulsed electrodeposition of copper/nickel multilayers on a rotating disk electrode I. Galvanostatic deposition, J. Electrochem. Soc. 142 (1995) 3034-3040
- D.S. Lashmore, M.P. Dariel, Electrodeposited Cu-Ni textured superlattices, J. Electrochem. Soc. 135 (1988)1218-1221
- T. Miyake, M. Kume, K. Yamaguchi, D. P. Amalnekar, H. Minoura, Electrodeposition of Cu/Ni–P multilayers by a single bath technique, Thin Solid Films 397 (2001) 83-89
- K.Venkatakrishna, A.C. Hegde, Electrolytic preparation of cyclic multilayer Zn-Ni alloy coating using switching cathode current densities, J. Appl. Electrochem. 40(2010) 2051-2059
- S. Yogesha, K.R. Udupa, A.C. Hegde, Surface modification by multilayered Zn-Co alloy coatings, Surf. Eng. 28 (2012) 49-56
- V. Thangaraj, K. Ravishankar, A. C.Hegde, Surface modification by compositionally modulated multilayered Zn-Fe alloy coatings, Chin. J. Chem. 26 (2008) 2285-2291
- N. Kanani, Electroplating: Basic Principles, Processes and Practice, Elsevier Ltd, Berlin (2006)
- A.N. Correia, S. A. S. Machado, Electrodeposition and characterization of thin layers of Ni-Co alloys obtained from dilute chloride baths, Electrochim. Acta. 45 (2000) 1733-1740.
- D. Golodnitsky, Y. Rosenberg, A. Ulus, The role of anion additives in the electrodeposition of Nickel-Cobalt alloys from sulfamate electrolyte, Electrochim. Acta.47 (2002) 2707-2714.
- G. P. Pavithra, A. C. Hegde, Magnetic property and corrosion resistance of electrodeposited nanocrystalline iron–nickel alloys, Appl. Surf. Sci. 258 (2012) 6884-6890
- J. Y. Fei, G.D. Wilcox, Electrodeposition of Zn-Co alloys with pulse containing reverse current, Electrochim. Acta., 50 (2005) 2693-2698
- L.A. Dobrzanski, K. Lukaszkowicz, A. Zarychta, L. Cunha, Corrosion resistance of multilayer coatings deposited by PVD techniques onto the brass substrate, J. Mater. Process. Technol. 164 (2005) 816–821
PDF Version of the article |
Epub Version of the article |
Flash Version of the article |
| [qr-code size=”2″] | ||